Nya energifordonsdelar pressgjutning teknologin genomgår en fundamental förändring från traditionell högtrycksgjutning till integrerad ultrastorskalig pressgjutning . Från och med 2025 har den globala pressgjutningsmarknaden för fordon nått ungefär USD 55 till 86,5 miljarder , och förväntas överskrida USD 90 till 144 miljarder till 2034, med en sammansatt årlig tillväxttakt som bibehålls mellan 5,5 % och 7,5 % . Aluminiumlegeringar står för ungefär 70 % av materialochel, medan högtryckspressgjutningsprocesser håller 60 % processandel. Inom sektorn för nya energifordon har batterihus, motorhus, kontrollboxkapslingar och karosskonstruktionsdelar blivit de fyra centrala tillämpningsscenarierna för pressgjutningsteknik. Noterbart kan ett integrerat pressgjutet bakgolv konsolideras 72 enskilda delar till en enda komponent , vilket avsevärt minskar kroppsvikten samtidigt som den förbättrar strukturell styvhet.
Beroendet av nya energifordon av pressgjutningsteknik härrör från deras unika tekniska krav. Jämfört med traditionella fordon med förbränningsmotorer möter elfordon strängare lättviktskrav på grund av batteripaketens stora vikt. Varje 10 % minskning av kroppsvikt kan förbättra elfordons körräckvidd med 6 % till 8 % . Pressgjutningsteknik möjliggör formning av komplexa geometriska former samtidigt som strukturell styrka bibehålls – en fördel som stämplings- och svetsprocesser har svårt att matcha.
Batterisystemet är den tyngsta enskilda komponenten i ett nytt energifordon, vanligtvis står det för 20 % till 30 % av fordonets totala vikt. För att kompensera batteriviktens negativa påverkan på körräckvidden måste tillverkare maximera viktminskningen i karosskonstruktioner, chassi och komponenter i höljet. Pressgjutgods av aluminium har endast en densitet en tredjedel det av stål, kombinerat med utmärkt värmeledningsförmåga och elektromagnetiska skärmningsegenskaper, vilket gör dem till det föredragna materialet för batterihus och motorkapslingar. Ett integrerat pressgjutet bakgolv kan minska den bakre delens strukturella vikt med mer än 10 % , samtidigt som man minskar antalet delar från dussintals till en, vilket avsevärt förenklar leveranskedjor och monteringsprocesser.
Batterisystem i nya energifordon är extremt känsliga för värmehantering. Pressgjutna aluminiumlegeringar uppvisar värmeledningskoefficienter på ungefär 96 till 200 W/(m·K) , betydligt högre än vanligt stål, vilket möjliggör effektiv värmeavledning från batteripaket och förhindrar termisk flykt. Dessutom ger den höga dimensionsnoggrannheten och densiteten hos pressgjutgods tillförlitligt tätningsskydd för batterier, som uppfyller IP67 eller högre vattentäta och dammtäta klassificeringar. När det gäller krocksäkerhet minskar integrerade pressgjutna strukturella komponenter spänningskoncentrationsområden genom att eliminera svetspunkter, och därigenom förbättra den totala strukturella stöttåligheten.

I nya energifordon täcker applikationer för pressgjutningsteknik nu nyckelområden, allt från de "tre elektriska" systemen (batteri, motor, styrenhet) till karosskonstruktioner. Enligt branschanalyser står kaross- och chassiapplikationer för ungefär 40 % av pressgjutningsmarknaden, medan nya energispecifika komponenter växer mycket snabbare än traditionella drivlinadelar.
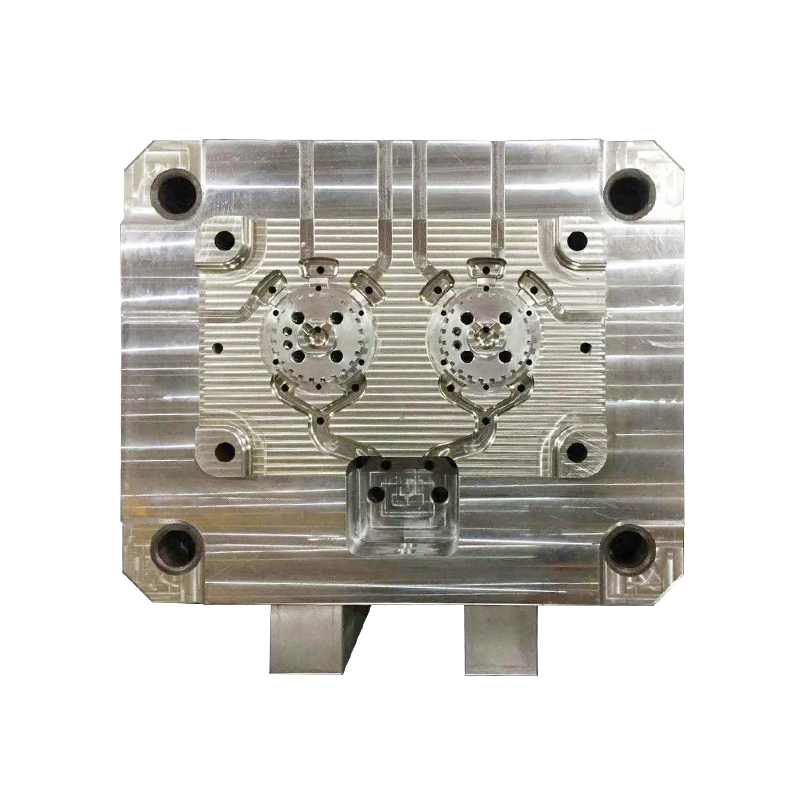
Batterihus representerar en av de mest emblematiska tillämpningarna av pressgjutningsteknik i nya energifordon. Nuvarande vanliga lösningar använder högtrycks- eller lågtrycksgjutningsprocesser för att producera nedre aluminiumbatterihus med dimensioner som överstiger 2180×1500×110 mm . Sådana stora pressgjutgods måste ha följande egenskaper:
Flera avancerade tillverkare har börjat utforska integrerad, pressgjuten batteribricka-teknik, ersätter komplexa ramstrukturer som ursprungligen svetsades från extruderade profiler med monolitiska gjutgods, vilket ytterligare minskar svetsantalet och förbättrar den strukturella integriteten.
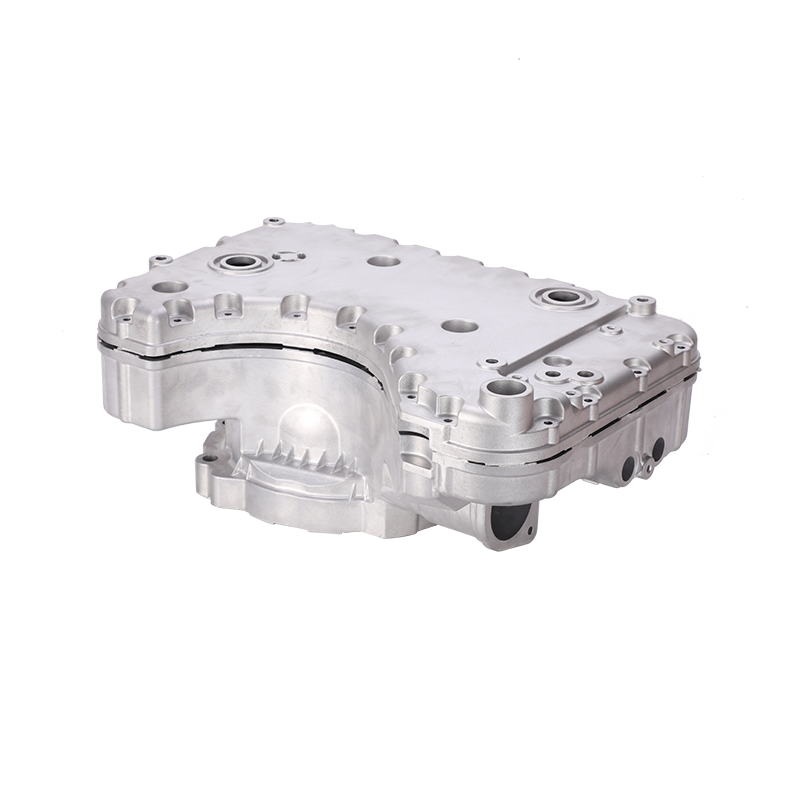
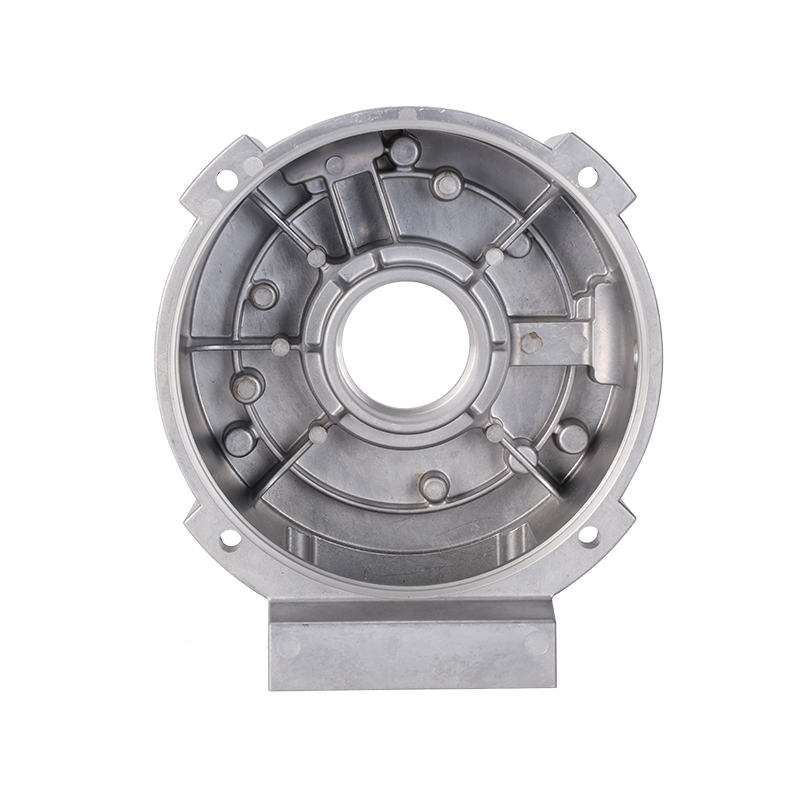
Drivmotorhus och elektroniska kontrollkapslingar representerar en annan kärntillämpning av pressgjutningsteknik i nya energifordonsdrivlinor. Motorhus tillverkas vanligtvis med högtrycksgjutning av aluminium, vägande mellan 8 och 15 kg , och måste samtidigt innefatta komplexa inre kavitetsstrukturer för kylvattenmantel och lagersäten. Pressgjutningsprocessen möjliggör en engångsformning av multifunktionella höljen som innehåller kylvattenmantel, monteringsflänsar och kopplingslådor. Jämfört med kombinationsprocesser för bearbetning och svetsning förbättras produktionseffektiviteten med 3 till 5 gånger , med materialutnyttjande som ökar till över 85 % .
Integrerad pressgjutningsteknik omformar kroppstillverkningsmetoder. Ansökningar som redan validerats i massproduktion inkluderar:
Integrerad pressgjutning (Gigacasting) representerar den mest störande processinnovationen inom biltillverkning de senaste åren. Denna teknik använder sig av extremt stora pressgjutningsmaskiner med spännkrafter som överstiger 6 000 ton och till och med nå 9 000 ton , som omvandlar kroppsmoduler som ursprungligen krävde hundratals delar och dussintals svetsoperationer till formsprutade monolitiska strukturer i ett slag.
Kärnan i integrerad pressgjutning ligger i att spruta in smält aluminiumlegering med hög hastighet och högt tryck i precisionsbearbetade stålformar, fullborda fyllning och stelning inom extremt korta tidsramar. Nyckelparametrar för ultrastora pressgjutmaskiner inkluderar:
| Parameterkategori | Traditionell högtrycksgjutning | Integrerad ultrastor pressgjutning |
|---|---|---|
| Spännkraft | 500–2 500 ton | 6 000–16 000 ton |
| Single Shot Volym | 5–20 kg | 80–150 kg |
| Antal delkonsolideringar | 1–5 delar | 30–72 delar |
| Svetspunktsminskning | 10–50 poäng | 500–1 600 poäng |
| Produktionscykeltid | 60–120 sekunder/del | 80–180 sekunder/del |
Integrerad pressgjutning förändrar inte bara formningsmetoden för delar utan omstrukturerar också logiken i försörjningskedjan för fordonstillverkning. Traditionell tillverkning av bakgolv innebär dussintals av leverantörer, hundratals stämplade delar och långa svetsmonteringslinjer. Med integrerad pressgjutning minskar antalet delar dramatiskt, leverantörsnivåerna förenklas och tillverkningstimmar minskas med ca. 30 % till 40 % . Samtidigt, på grund av minskade svets- och limappliceringsprocesser, kan produktionsgolvytan minskas med över 25 % , vilket möjliggör mer kompakta och effektiva fabrikslayouter.
Prestandan hos pressgjutningsmaterial avgör direkt säkerheten och hållbarheten för nya energifordonskomponenter. Industrin utvecklas för närvarande från traditionella Al-Si-legeringssystem mot nya legeringssystem med högre hållfasthet och bättre duktilitet.
Traditionella pressgjutgods kräver utökad värmebehandling (T6- eller T7-processer) för att uppnå erforderliga mekaniska egenskaper, men detta orsakar allvarlig förvrängning i stora tunnväggiga delar. Värmebehandlingsfria aluminiumlegeringar uppnår utmärkta gjutna prestandakombinationer av 270 till 320 MPa draghållfasthet och 8 % till 12 % töjning genom att optimera förhållandet mellan kisel, magnesium, mangan och titan. Sådana material är särskilt kritiska för överskridande integrerade pressgjutgods 1,5 meter i dimension, undvikande av dimensionsavvikelser och sprickrisker från efterföljande riktningsoperationer.
Under den globala koldioxidneutralitetskontexten ökar andelen återvunnet aluminium som används i pressgjutningsindustrin snabbt. Återvunnen aluminiumproduktion energiförbrukning handlar bara om 5 % den för primäraluminium, med koldioxidutsläpp minskade med över 95 % . För närvarande kräver flera biltillverkare att leverantörer använder över 50 % återvunnet aluminiumråmaterial i kritiska komponenter som batterihus. Själva pressgjutningsprocessen har extremt högt materialåtervinningsvärde - öppningar, kanaler och skrotade delar kan omsmältas direkt, med omfattande materialutnyttjande som når över 90 % , i hög grad i linje med hela livscykelns lågkoldioxidmål för nya energifordon.
Som ett material lättare än aluminiumlegeringar (endast densitet två tredjedelar av aluminium), visar magnesiumlegeringar användningspotential i specifika komponenter. I motorhusapplikationer kan magnesiumlegeringsdelar uppnå ungefär 33 % viktminskning jämfört med motsvarigheter i aluminium. Aktuella pressgjutningskomponenter av magnesiumlegering under validering inkluderar elektriska drivhus, sätesskelett och dörrinnerpaneler. Med framsteg inom korrosionsbeständig beläggningsteknik och vakuumpressgjutningsprocesser förväntas appliceringsandelen av magnesiumlegeringar i nya energifordon gradvis öka från nuvarande 1 % till 2 % .
Trots de betydande fördelarna med integrerad pressgjutningsteknik står dess industrialiseringsprocess fortfarande inför flera utmaningar, inklusive utrustningsinvesteringar, processkontroll och reparationskostnader.
En enda ultrastor integrerad pressgjutmaskin kräver vanligtvis investeringar i miljoner dollar räckvidd. I kombination med formar och perifer automationsutrustning kan den initiala investeringen för en enda produktionslinje nå 2 till 3 gånger den för traditionella stämplings- och svetslinjer. Dessutom sträcker sig stora formtillverkningscykler till 6 till 10 månader , och mögellivslängden påverkas av cykling med hög temperatur och högt tryck, vilket vanligtvis kräver större översyn eller byte efter 80 000 till 100 000 skott. För att amortera fasta kostnader måste tillverkarna se till att produktionslinjens årliga kapacitet når skalor över 100 000 enheter .
Stora tunnväggiga pressgjutgods är mycket känsliga för inre porositet orsakad av luftindragning och krympning under formning, vilket påverkar utmattningsprestandan och säkerheten hos strukturella komponenter. Aktuella branschlösningar inkluderar:
En gång skadade i en kollision, kan integrerade pressgjutna strukturella komponenter vanligtvis inte repareras eller bytas ut lokalt som traditionella plåtdelar, utan kräver istället byte av hela den stora enheten. This poses new challenges for after-sales repair systems and insurance pricing. Industrin undersöker två lösningsvägar: för det första, optimering av strukturella konstruktioner med krockenergiabsorptionszoner för att säkerställa att pressgjutgods endast genomgår kontrollerad deformation vid olyckor; second, developing local cutting and rejoining technologies to allow repairs at specific locations rather than full assembly replacement.
Ur ett regionalt distributionsperspektiv står Asien-Stillahavsregionen, som utnyttjar sin kompletta fordonsindustrikedja och snabbt växande nya energifordonsmarknad, för ca. 45 % till 46 % of the global automotive die casting market, with China being the fastest-growing single-country market. Nordamerikanska och europeiska marknader drar nytta av elektrifieringsomvandling och lokal tillverkningspolitik, respektive innehar ca. 25 % and 20 % marknadsandelar.
Under de kommande fem åren kommer applikationer för integrerad pressgjutningsteknik att sträcka sig från nuvarande bakre golv och främre fack till ytterligare områden:
Enligt industrins prognoser kommer produktionsvärdet för enbart elfordonsexklusiva komponenter (exklusive traditionella drivlinasystem) på den globala marknaden för pressgjutna bildelar att nå upp till 2030 USD 5 till 9 miljarder , becoming the core engine driving industry growth. Med spridningen av pressgjutningsmaskiner över 8 000 ton och mognaden av värmebehandlingsfria material, kommer tillverkningsmetoden för nya energifordon att fortsätta att utvecklas mot lättare, starkare och enklare riktningar.
Är du redo att SAMARBETA Med Jieda?
* Ditt e -postmeddelande är säkert med oss, vi skräppost.
Produkt
Kontaktinformation
nbjd011@126.com
+86-574-86115705
Nr 58 Mold Road, Daqi Technology Industrial Zone, Beilun District, Ningbo