I modern industriell tillverkning, Motordelar Pressgjutning har utvecklats från traditionella gjutprocesser till en högprecision och högeffektiv tillverkningsteknik. För närvarande expanderar den globala pressgjutningsmarknaden för motordelar med en sammansatt årlig tillväxttakt på 5,8 % , med marknadsstorlek som beräknas överstiga 42 miljarder USD senast 2028. Pressgjutningsteknik förbättrar inte bara densiteten och dimensionsnoggrannheten hos motordelar avsevärt, utan kontrollerar även skrothastigheten under 1,5 % genom automatiserad produktion, vilket gör den till en oersättlig nyckellänk i försörjningskedjan för motortillverkning.
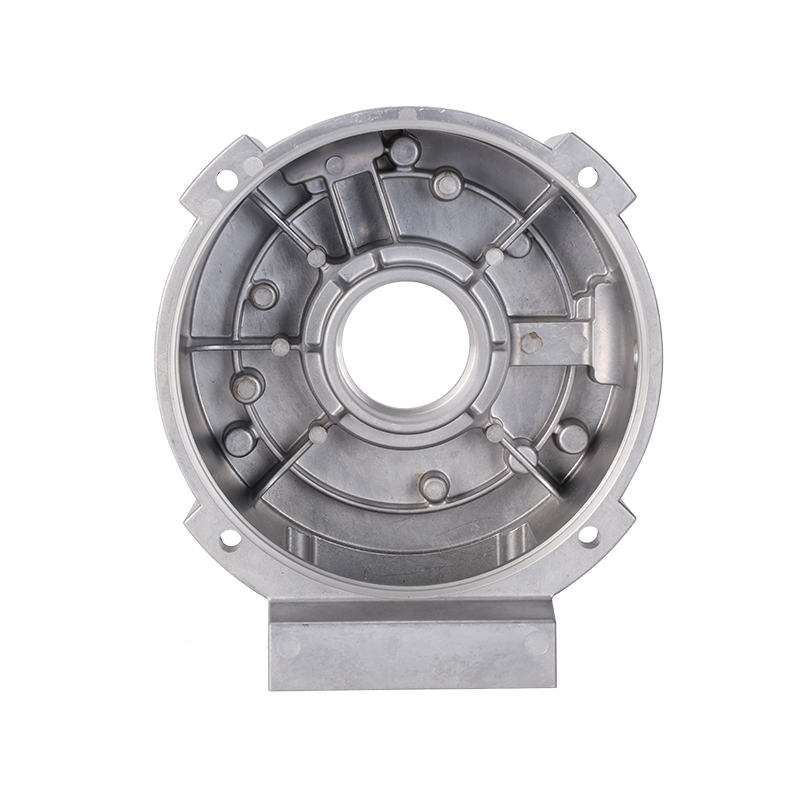
För tillverkare innebär att behärska avancerade pressgjutningsprocesser att få tredubbla fördelar i produktkvalitet, produktionskostnader och leveranscykler. Om man tar motorhus av aluminiumlegering som ett exempel, efter att ha antagit högtrycksgjutning kan väggtjockleken minskas till under 2,5 mm , vikten minskas med mer än 30 % , och värmeavledningseffektiviteten förbättras med 20 % —Dessa prestandaindikatorer avgör direkt konkurrensfördelen för motorer i nya energifordon och industriella automationsapplikationer.
Tillverkningsprocessen för motordelar har genomgått tre viktiga steg. Det första steget är gravitationsgjutning, som är beroende av egenvikten hos smält metall för att fylla formen. Den är lämplig för detaljer med enkla strukturer och lägre precisionskrav, men lider av höga porositetsgrader och dålig ytjämnhet. Det andra steget är lågtrycksgjutning, där smält metall mjukt trycks in i formen av lufttryck, vilket minskar porositeten till 3%-5 % , men fortfarande inte uppfyller kraven på precisionsmotordelar.
Det tredje steget, som är den nuvarande vanliga högtrycksgjutningstekniken, uppnår insprutningstryck på 30-150 MPa . Smält metall fyller snabbt formhåligheten under högt tryck, med nedkylningstider förkortade till 3-8 sekunder och produktionscykler når 30-60 sekunder per skott . Om man tar motorändskydd som ett exempel, kan högtrycksgjutningsprodukter styra dimensionstoleranser inom ±0,05 mm , med ytjämnhet Ra-värden nedan 1,6 μm , som till fullo uppfyller precisionspassningskraven för motormontering.
Industrin accelererar för närvarande sin övergång mot intelligenta pressgjutningsceller. Ett komplett intelligent pressgjutningssystem integrerar temperaturövervakning i realtid, analys av tryckkurvan och automatisk utvinning av delar. Data visar att efter införandet av intelligenta temperaturkontrollsystem, har vätsketemperaturfluktuationer i aluminium reducerats från ±15°C till ±3°C . Den resulterande förbättringen av dimensionsstabilitet minskar efterföljande bearbetningstillägg med 40 % sänker bearbetningskostnaderna per del med 12 %-18 % .
Kvalitetskontroll i formgjutning av motordelar beror på exakt reglering av flera processparametrar. Följande tabell jämför hur olika parameterinställningar påverkar typiska defekter:
| Processparameter | Rekommenderat intervall | Primära associerade defekter | Effektnivå |
|---|---|---|---|
| Vätsketemperatur av aluminium | 660-720°C | Kalla stängningar, lödning | Hög |
| Mögeltemperatur | 180-260°C | Porositet, heta sprickor | Hög |
| Insprutningshastighet | 2-6 m/s | Luftinstängning, oxidinneslutningar | Medium-Hög |
| Intensifieringstryck | 30-80 MPa | Krympporositet, otillräcklig densitet | Hög |
| Uppehållstid | 3-10 sekunder | Krympporositet, dimensionsavvikelse | Medium |
Som visas i tabellen, aluminiumvätsketemperatur, formtemperatur och intensifieringstryck är de tre kärnparametrarna som påverkar motordelars formgjutningskvalitet. Med gjutning av motorhus som ett exempel, när formtemperaturen faller under 180°C , stiger antalet fel vid kallstängning över 8% ; när intensifieringstrycket är otillräckligt kl 30 MPa , kan den inre krympningporositeten överstiga 5% , vilket allvarligt påverkar motorns tätningsprestanda och värmeavledningseffektivitet.
Inom pressgjutning av motordelar står aluminiumlegeringar för över 85 % av marknadsandelar, där ADC12 och A380 är de två mest använda kvaliteterna. ADC12 har en kiselhalt på 9,6 %–12,0 % , erbjuder utmärkt flytbarhet lämplig för tillverkning av tunnväggiga, komplexa motorändlock och kopplingslådor; A380 har en kopparhalt på 3,0 %-4,0 % , med draghållfasthet som når 320 MPa , vilket gör den mer lämplig för motorfästen och baser som utsätts för höga mekaniska belastningar.
Men traditionella aluminiumlegeringar möter flaskhalsar i värmeledningsförmågan. Rent aluminium har en värmeledningsförmåga på 237 W/(m·K) , medan ADC12 sjunker till ungefär 96 W/(m·K) på grund av hög kiselhalt. För att möta de höga kraven på värmeavledning från drivmotorer för nya energifordon, främjar industrin lågkisel, hög värmeledningsförmåga aluminiumlegeringar, vilket kan öka värmeledningsförmågan till 150-170 W/(m·K) samtidigt som tillräcklig gjutfluiditet bibehålls.
Magnesiumlegering densitet är endast 64 % den för aluminiumlegering (1,81 g/cm³ mot 2,71 g/cm³), vilket visar en enorm potential i motorlättvikt. Motorhus formgjutna från AZ91D magnesiumlegering kan vara 25%-30 % lättare än aluminiumversioner, medan specifik styrka (styrka-till-densitetsförhållande) förbättras med över 15 % . För närvarande har pressgjutna motordelar av magnesiumlegering uppnått batch-tillämpningar i vissa avancerade elverktyg och drönarmotorer, med årliga tillväxthastigheter som överstiger 12 % .
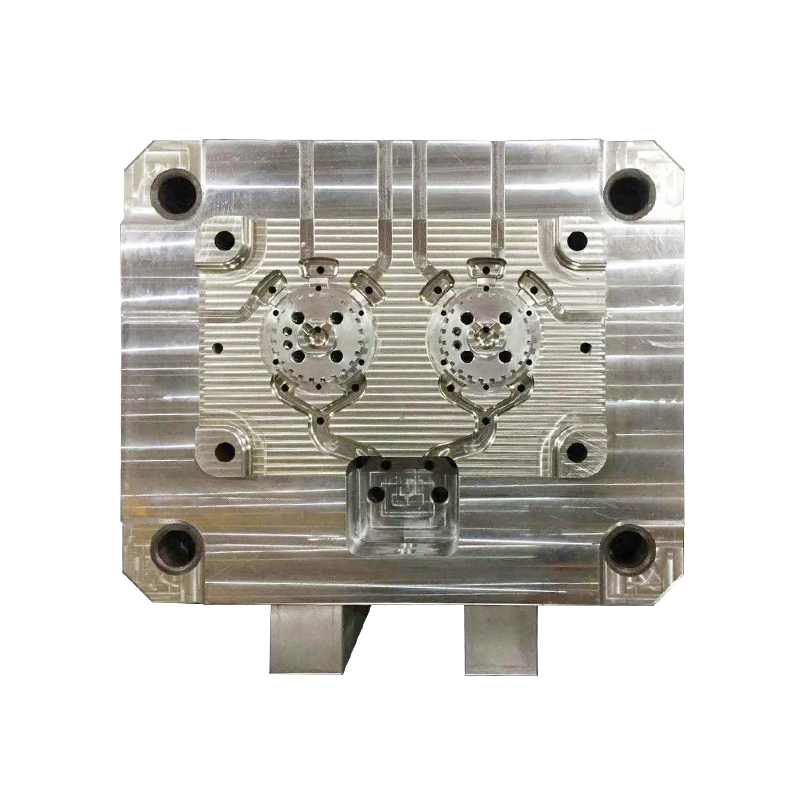
Pressgjutningsformar representerar den första porten som bestämmer motordelars kvalitet - deras designprecision och livslängd påverkar direkt produktionskostnaderna och produktkonsistensen. För en motorhusformgjutningsform måste hålighetens ytråhet kontrolleras nedan Ra 0,4μm , med passningsspel precision nå 0,02 mm nivå.
Valet av formstål är lika viktigt. H13 verktygsstål för varmbearbetning, med sin utmärkta termiska utmattningsbeständighet, har blivit det vanliga materialet för gjutformar för motordelar, med hårdhet som vanligtvis kontrolleras vid HRC 44-48 . Under normala användnings- och underhållsförhållanden kan en H13-form färdigställas 80 000-120 000 pressgjutningscykler. Med avancerad ytnitreringsteknik kan mögellivslängden förlängas till över 150 000 cykler , vilket minskar mögelavskrivningskostnaden per skott vid 35 % .
Gatingdesign är en kärnteknik inom formteknik. För motorändkåpor med ojämn väggtjocklek, antagande fläktportar kombinerat med lokal intensifiering processer gör det möjligt för smält metall att slutföra hålighetsfyllningen inuti 0,3 sekunder , vilket effektivt undviker instängning av virvelluft. Faktiska produktionsdata visar att optimerad grinddesign kan minska antalet porositetsdefekter från 4,2 % till nedan 1,1 % .

Intern defektdetektering för motordelar bygger i första hand på röntgeninspektion och industriell CT-teknik. För drivmotorhus för nya energifordon är industristandardens kvalitetskriterier: individuell pordiameter som inte överstiger 1,0 mm , och total porarea svarar för mindre än 2% av tvärsnittsarean. Högupplöst industriell CT (upplösning 5 μm ) aktiverar 100 % inline-inspektion, med inspektionscykler synkroniserade med pressgjutningsproduktionscykler, vilket säkerställer noll defekter.
Pressgjutna motordelar kräver vanligtvis precisionsbearbetning för att uppnå slutliga monteringsdimensioner. Om man tar motorlagerhus som ett exempel, reserverar pressgjutna ämnen 0,8-1,2 mm bearbetningstillägg, och efter CNC-bearbetning kontrolleras rundhetstoleransen inom 0,01 mm , med ytjämnhet Ra nedanför 0,8 μm , som uppfyller precisionskraven för lagerinterferenspassningar.
För ytbehandling använder motorhus i allmänhet anodiserings- eller elektroforetiska beläggningsprocesser. Anodiserad filmtjocklek kontrolleras vid 8-15 μm , vilket ökar ythårdheten till ovan HV 300 , samtidigt som den ger utmärkt isolering och korrosionsbeständighet. För motordelar för utomhusbruk överskrider testkraven för saltspray 500 timmar utan rödrost, vilket innebär dubbla utmaningar för pressgjutningsdensitet och ytbehandlingsprocesser.
Pressgjutningsindustrin för motordelar står inför tre betydande trender:
För tillverkare kräver att ta itu med dessa trender synkroniserade investeringar i utrustningsuppgraderingar, material FoU och digitalisering. Företag utrustade med stora pressgjutningsmaskiner ovan 800T , behärska återvunnen aluminiumraffineringsteknik och upprätta kompletta processdatabaser kommer att få betydande konkurrensfördelar på marknaden inom nästa 3-5 år .
Är du redo att SAMARBETA Med Jieda?
* Ditt e -postmeddelande är säkert med oss, vi skräppost.
Produkt
Kontaktinformation
nbjd011@126.com
+86-574-86115705
Nr 58 Mold Road, Daqi Technology Industrial Zone, Beilun District, Ningbo