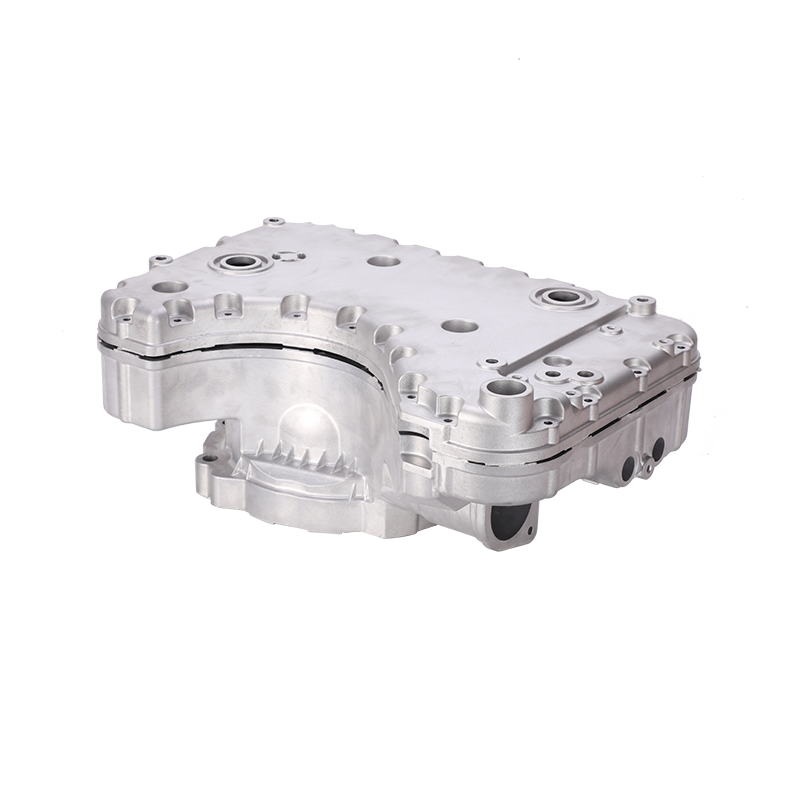
Växellådshus pressgjutning är en högtryckstillverkningsprocess som injicerar smält aluminiumlegering i en precisionsstålform (munstycke) för att producera komplexa, lätta och dimensionellt noggranna transmissionskåp. Denna process möjliggör produktion av intrikata geometrier – inklusive kylflänsar, monteringslister och interna ribstrukturer – som skulle vara svåra eller kostsamma att uppnå genom bearbetning eller andra gjutningsmetoder.
Processen använder typiskt kallkammar-högtrycksgjutningsmaskiner (HPDC) som sträcker sig från 500 till 4 000 ton klämkraft, som kan producera växellådshus med väggtjocklekar så tunna som 0,8–1,5 mm samtidigt som snäva dimensionstoleranser på ±0,01 mm efter CNC bibehålls. Cykeltiderna varierar från 30 sekunder till 3 minuter, beroende på delstorlek, vilket gör den idealisk för biltillverkning med stora volymer där årliga volymer överstiger 50 000 enheter.
De resulterande komponenterna erbjuder utmärkta hållfasthet-till-vikt-förhållanden, med typiska växellådshus i pressgjutet aluminium som väger 30–40 % mindre än motsvarande järngjutgods samtidigt som de ger tillräcklig styvhet för att bibehålla växeluppriktningen under driftbelastningar på 200–500 Nm vridmoment.
Aluminiumlegeringar dominerar växellådshusapplikationer, med A380, ADC12 och A360 som representerar de tre primära materialvalen, som var och en erbjuder distinkta prestandaegenskaper anpassade till specifika driftskrav.
| Legering | Silikoninnehåll | Draghållfasthet | Nyckelegenskaper | Primära applikationer |
|---|---|---|---|---|
| A380 | 7,5–9,5 % | 324 MPa | Bästa allroundlegering; utmärkt gjutbarhet och bearbetbarhet; bra förhållande mellan styrka och kostnad | Allmänna bilhus, transmissionshus, konstruktionsfästen |
| ADC12 | 9,6–12,0 % | 310 MPa | Överlägsen fluiditet; utmärkt för tunnväggiga sektioner (0,6–1,2 mm); hög dimensionsstabilitet | Komplexa elektroniska höljen, tunnväggiga transmissionskomponenter, detaljer med hög detaljnivå |
| A360 | 9,0–10,0 % | 317 MPa | Överlägsen korrosionsbeständighet; förbättrad trycktäthet; bättre hållfasthet vid hög temperatur | Marina applikationer, drivlina komponenter, tätade hus som kräver tryckintegritet |
| A383 | 9,5–11,5 % | 310 MPa | Modifierad A380 med förbättrad flytbarhet för mycket tunnväggiga delar | Intrikata tunnväggiga växellådshus |
| A413 | 11,0–13,0 % | 295 MPa | Utmärkt trycktäthet och värmeledningsförmåga | Vätskeförande komponenter, värmeväxlarhus |
Kvalitetssäkring av pressgjutgods för växellådor bygger på en flerskiktsinspektion som kombinerar visuella, dimensionella och icke-förstörande testmetoder (NDT) för att upptäcka både yt- och inre defekter. Med tanke på att växellådshus måste bibehålla tryckintegritet och strukturell tillförlitlighet under cyklisk belastning, uppnår inspektionsprotokoll vanligtvis defektdetektering som överstiger 99,5 % för kritiska säkerhetsfunktioner.
Porositet i pressgjutgods av aluminiumväxellåda visar sig främst som gasporositet (sfäriska hålrum 5–50 μm orsakade av fångat väte) och krympningsporositet (oregelbundna hålrum 10–200 μm orsakade av stelningssammandragning), med effektiva förebyggande åtgärder som kräver en systemstyrningsteknik på systemnivå, förberedelse av smältteknik och avancerad smältteknik.
Medan aluminiumlegeringar dominerar produktionen av växellådshus, erbjuder magnesium- och zinklegeringar övertygande alternativ för specifika applikationer där viktminskning, dämpningskapacitet eller kostnadsöverväganden har företräde.
Magnesium pressgjutgods ger 33% lägre densitet än aluminium (1,8 g/cm³ mot 2,7 g/cm³), vilket gör dem attraktiva för EV-växellådor där varje kilogram påverkar räckvidden. AZ91D erbjuder utmärkt gjutbarhet och korrosionsbeständighet, medan AM60B ger överlägsen duktilitet och slagtålighet för krockkritiska applikationer.
Zinklegeringar erbjuder exceptionell flytbarhet, vilket möjliggör väggtjocklekar ner till 0,4 mm och komplexa nätformade geometrier med minimala dragvinklar. Zamak 3 ger 280 MPa draghållfasthet med överlägsen duktilitet (10 % töjning) jämfört med pressgjutgods av aluminium.
| Material | Densitet (g/cm³) | Draghållfasthet (MPa) | Max temperatur (°C) | Relativ kostnad |
|---|---|---|---|---|
| Aluminium A380 | 2.7 | 324 | 200 | 1,0× (baslinje) |
| Magnesium AZ91D | 1.8 | 230 | 120 | 2,5× |
| Zink Zamak 5 | 6.6 | 331 | 120 | 0,8× |
Standardpressgjutning av aluminium uppnår väggtjocklekar på 0,8–1,5 mm för allmänna ytor och 2,0–4,0 mm för strukturella monteringslister. Med ADC12-legering och optimerad grind är sektioner så tunna som 0,6 mm möjliga för icke-strukturella funktioner.
Konventionella högtrycksgjutgods kan inte värmebehandlas med T6 på grund av inre porositet, vilket orsakar blåsor. Men vakuumpressgjutgods med porositetsnivåer <0,3 % kan framgångsrikt genomgå T6-behandling , vilket uppnår draghållfastheter upp till 380 MPa.
Pressgjutning blir kostnadskonkurrenskraftig kl årliga volymer som överstiger 5 000–10 000 enheter , med maximal ekonomisk effektivitet på 50 000 enheter. Under denna tröskel kan sandgjutning eller CNC-bearbetning vara mer ekonomiskt trots högre kostnader per enhet.
Vakuumsystem lägger till 15–25 % till verktygskostnaderna och 10–15 % till cykeltiden, men minskar skrothastigheten från 8–12 % till 2–4 % samtidigt som värmebehandling och svetsning möjliggörs. För strukturella fordonskomponenter är den totala kostnadseffekten vanligtvis neutral eller positiv när kvalitetsförbättringar beaktas.
Standard gjutna ytor uppnår Ra 3,2–6,3 μm. Sekundära efterbehandlingsalternativ inkluderar kulblästring (Ra 1,6–3,2 μm), anodisering (typ II dekorativ eller typ III hardcoat), pulverlackering, e-coating och kromatomvandlingsbeläggning för korrosionsskydd.
Tryckfallstestning tillämpar 0,3–0,6 MPa lufttryck till förseglade hålrum, övervakning av tryckfall <5 % under 30 sekunder. Heliumläckagetestning (10⁻⁶ mbar·l/s känslighet) används för extrema krav som EV-batterihöljen eller hermetiska transmissionshöljen .
Är du redo att SAMARBETA Med Jieda?
* Ditt e -postmeddelande är säkert med oss, vi skräppost.
Produkt
Kontaktinformation
nbjd011@126.com
+86-574-86115705
Nr 58 Mold Road, Daqi Technology Industrial Zone, Beilun District, Ningbo