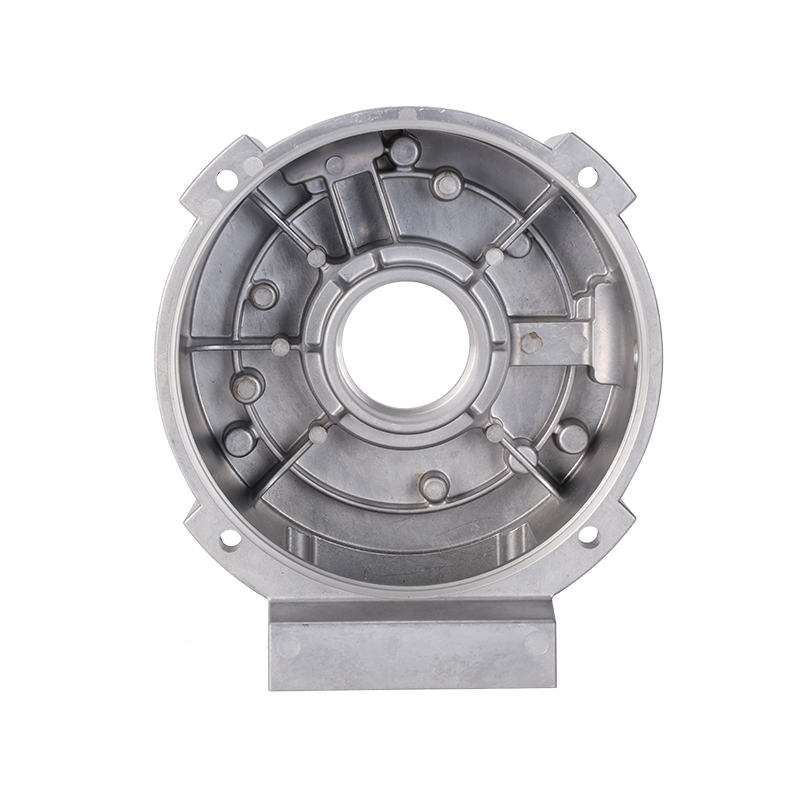
Autodel pressgjutning representerar kärnanvändningen av högtrycksgjutningsteknik av aluminiumlegering inom biltillverkning. Genom precisionsformar fylls smält aluminium snabbt och formas under högt tryck för att producera komplexa, dimensionellt noggranna och jämna ytor av hölje och strukturella komponenter i en enda operation. Jämfört med traditionella stålsvetsade sammansättningar uppnår pressgjutgods av aluminium viktminskningar på 40 % till 60 %, och etablerar sig som den dominerande tillverkningsprocessen för kritiska komponenter inklusive motorblock, växellådshus, LED-gatljus kylflänsar, nya energibilar motorhus och ventilhus. Som en IATF16949-certifierad pressgjutningstillverkare driver Ningbo Jieda Moulding & Machine Co., Ltd en serie Lijin automatiska pressgjutmaskiner från 1600T till 200T tillsammans med över 80 uppsättningar av precisions-CNC-bearbetningsutrustning, som implementerar sluten slinghantering från formdesign till färdig produktleverans.
Pressgjutningsteknik för aluminium dominerar bilindustrin på grund av dess integrerade fördelar över materialprestanda, formningseffektivitet och kostnadskontroll. Aluminiumlegeringens densitet ligger på endast 2,7 g/cm³, mindre än en tredjedel av stålets, vilket möjliggör betydande lättvikt i tunnväggiga konstruktionsdelar som växellådshus och motorändkåpor. Högtrycksgjutning uppnår fyllningshastigheter på 30 till 60 m/s, med produktionscykler i ett stycke som vanligtvis sträcker sig från 30 till 90 sekunder, vilket gör den idealisk för automatiserad tillverkning av stora volymer. Pressgjutgods levererar dimensionsprecision av CT6 till CT8 och ytjämnhet på Ra3,2 till 6,3, vilket kräver minimal bearbetningstillåtelse och ger hög materialutnyttjandegrad.
| Jämförelsefaktor | Pressgjutning av aluminium | Traditionell sandgjutning | Stålstämpling & Svetsning |
| Enkel del Vikt | Minskad med 40 % till 60 % | Liknande | Baslinje |
| Minsta väggtjocklek | Kan uppnås vid 2,0 mm | Vanligtvis över 4 mm | Begränsad av stämplingsbegränsningar |
| Dimensionell noggrannhet | CT6 till CT8 | CT10 till CT12 | Beroende på svetsdeformationskontroll |
| Produktionscykeltid | 30 till 90 sekunder per del | Flera timmar per form | Multipel processackumulering |
| Ytjämnhet | Ra3,2 till 6,3 | Ra12,5 till 25 | Ra6,3 till 12,5 |
Data i tabellen visar att pressgjutning av aluminium har oersättliga fördelar när det gäller tunnvägg, hög precision och snabb formning. Med nya energikåpor till bilmotorer som ett exempel, möjliggör pressgjutning av aluminium väggtjocklekskontroll inom 2,5 mm, vilket minskar den totala vikten med cirka 45 % jämfört med gjutjärnslösningar. Den integrerade pressgjutningsprocessen eliminerar förseglingsrisker i samband med svetsning, medan kylvattenkanaler kan formas direkt i formen, vilket förbättrar motorns termiska avledningseffektivitet.
Tillämpningar för pressgjutning av bildelar täcker nu fyra huvudsektorer: drivlinasystem, transmissionssystem, chassisystem och karosskonstruktioner. I motorsystem minskar pressgjutna kolvar av aluminium, cylinderhuvudkåpor och insugningsrör effektivt den fram- och återgående massan och förbättrar bränsleekonomin. I transmissionstillämpningar minskar växellådshus tillverkade av pressgjuten aluminium inte bara monteringsvikten utan utnyttjar också överlägsen värmeledningsförmåga för att underlätta kylning av växellådsoljan och förlänga intervallerna för byte av smörjmedel.
Den snabba utvecklingen av nya energifordon har öppnat nya tillväxtmöjligheter för pressgjutningsteknik. Motorhöljen, batteripaketets ändplattor och styrkapslingar använder främst pressgjutningslösningar av aluminium. Motorhus kräver till exempel integrerade kylvattenkanaler och monteringsskuldror internt, med komplexa strukturer med höga tätningskrav. Pressgjutning möjliggör en engångsformning av vattenkanalprofiler, vilket minskar bearbetningsoperationer och läckagerisker. Dessutom utnyttjar branschöverskridande applikationer såsom LED-gatljus kylflänsar och pneumatiska ventilkroppar mogen gjutning av fordonsexpertis och utnyttjar aluminiums höga värmeledningskoefficient för effektiv värmeavledning.
| Applikationssystem | Typiska pressgjutna delar | Materialklass | Grundläggande prestandakrav |
| Motorsystem | Kolvar, cylinderhuvudkåpor, oljetråg | A380, ADC12 | Hög temperaturstyrka, slitstyrka |
| Transmissionssystem | Växellådshus, Kopplingshus | A380, AlSi10MnMg | Styvhet, tätning, värmeledningsförmåga |
| Ny energidrivlina | Motorhus, batteriändplattor | AlSi10MnMg, A365 | Värmeledningsförmåga, EMI-skärmning, lufttäthet |
| Chassisystem | Styrspinnar, kontrollarmsfästen | A356, AlSi7Mg | Trötthet Styrka, Slagseghet |
| Kroppsstruktur | A-pelare, stöttorn | AlSi10MnMg | Kraschenergiabsorption, anslutningssäkerhet |
Framför allt har genombrott inom integrerad pressgjutningsteknik gjort det möjligt för Tesla Model Y bakre golvenheter och liknande ultrastora strukturella komponenter att formas i en enda gjutoperation. Detta tillvägagångssätt konsoliderar över 70 individuella stansade och svetsade delar till en formgjutning, vilket avsevärt förenklar leveranskedjor och monteringsprocesser. Denna trend indikerar att pressgjutningstekniken utvecklas från enkomponenttillverkning till storskaliga integrerade konstruktionsdelar.
Pressgjutning av högkvalitativa bildelar beror på systematisk samordning mellan formdesign, gjutparametrar och efterbearbetningsoperationer. Under formdesignfasen bestämmer portpositionering, ventilationskanaler och kylkretslayout direkt fyllningens fullständighet och inre porositetshastigheter. Integrerade CAD/CAE/CAM-designplattformar möjliggör virtuell simulering av aluminiumflöde, stelningskrympning och termisk spänningsfördelning, vilket möjliggör tidig identifiering av defektrisker inklusive gasinneslutning, kallstängning och hetsprickbildning.
Precisionskontroll av pressgjutningsparametrar är lika kritisk. För automatiska pressgjutmaskiner av klassen 1600 ton inkluderar typiska processfönster: smält aluminiumtemperatur 680 till 720°C, formtemperatur 180 till 240°C, insprutningstryck 60 till 100 MPa, med höghastighetsomkopplingslägen exakt inställda enligt delväggstjocklek. Överdriven aluminiumtemperatur ökar oxidinneslutningen och formlödningstendenserna, medan otillräcklig formtemperatur leder till kalla stängningar och ytflödesmärken. Följaktligen utgör en samordnad kontroll mellan formtemperaturenheter och pressgjutmaskiner grunden för satskonsistens.
Efterbearbetningsoperationer omfattar portborttagning, värmebehandling, precisionsbearbetning och ytbehandling. T6-värmebehandling förbättrar avsevärt draghållfastheten hos A356-material från cirka 180 MPa i gjutet tillstånd till över 310 MPa. För tätningskritiska komponenter som växellådshus och ventilhus är 100 % läckagetestning obligatorisk, med heliummasspektrometriska läckdetektorer som kan identifiera mikroläckor vid nivåer av 1×10⁻⁵Pa·m³/s.
Medan aluminiumlegeringar dominerar stora konstruktionskomponenter för fordon, bibehåller zinkpressgjutning ett unikt värde i små precisionsdelar. Zinklegeringssmältpunkten är cirka 420°C, väsentligt lägre än aluminiumlegeringar, vilket resulterar i minskad termisk belastning på formar och förlängd livslängd på formen som når 500 000 till 1 000 000 cykler, jämfört med 100 000 till 200 000 cykler för en större formgjutning. Zinkgjutgods uppnår högre dimensionsprecision på CT4 till CT5-nivåer, med ytor som är lämpliga för direkt dekorativ förkromning, vanligen applicerad på bildörrlåsmekanismer, dekorativa emblem och precisionskopplingar i små serier, högvärdestillämpningar.
Emellertid är zinklegeringsdensiteten på 6,7 g/cm³ ungefär 2,5 gånger den för aluminium, vilket begränsar dess tillämpning i lättviktsdrivna primära fordonskonstruktioner. Därför fattar pressgjutningstillverkare vanligtvis materialvalsbeslut mellan aluminium och zink baserat på deldimensioner, viktmål och funktionskrav: stora höljen och strukturella komponenter prioriterar aluminiumlegeringar, medan små precisionstransmissionskomponenter och dekorativa delar kan överväga lösningar för zinkpressgjutformar.
När du väljer leverantörer av pressgjutning av bildelar rekommenderas utvärdering över tre dimensioner: kvalitetssystem, utrustningskapacitet och tekniska team. För det första fungerar IATF16949-certifieringen som ingångströskeln för fordonsförsörjningskedjor, vilket kräver att leverantörer implementerar riskhantering över designutveckling, produktion och serviceprocesser. För det andra bestämmer pressgjutmaskinens klämkraft i tonnage den maximala projicerade arean av tillverkade delar; Utrustning i klassen 1600 ton täcker de flesta växellådshus och motorhus, medan ultrastora integrerade strukturella komponenter kräver maskiner över 6000 ton.
Intern formkonstruktionsförmåga representerar en annan kärnindikator. Tillverkare utrustade med över 80 CNC-bearbetningscenter, EDM-maskiner och trådskärningsutrustning kan slutföra hela processen med formkonstruktion, bearbetning, montering och provproduktion på plats, vilket förkortar utvecklingscyklerna för nya produkter. Dessutom säkerställer laboratoriekonfigurationer med spektrometrar, röntgeninspektionssystem och koordinatmätmaskiner fullständig dataspårbarhet från mottagande av råmaterial till leverans av färdig produkt.
Är du redo att SAMARBETA Med Jieda?
* Ditt e -postmeddelande är säkert med oss, vi skräppost.
Produkt
Kontaktinformation
nbjd011@126.com
+86-574-86115705
Nr 58 Mold Road, Daqi Technology Industrial Zone, Beilun District, Ningbo