Inom tillverkningssektillrn för nya energifordon (NEV), högtrycksgjutning av aluminium (HPDC) har blivit den föredragna formningsprocessen för batteripaketkapslingar, motillrhus, power control unit (PCU) hus och strukturella komponenter. Genom att använda ADC12, A380 eller A356 aluminiumlegeringar som råmaterial möjliggör denna process komplexa geometrier, integrerade kylkanaler och precisionssammansättningsgränssnitt i en enda formningscykel. Den globala pressgjutningsmarknaden för fordonsdelar förväntas växa från 55 miljarder USD 2025 to 90 miljarder USD till 2034 (CAGR 5,5%), med aluminiumlegeringar som befaller en 70 % materialochel och transportapplikationer står för 56,6 % av efterfrågan. NEVs som använder pressgjutna aluminiumkomponenter kan uppnå batteriviktsminskningar på ungefär 20 % , vilket avsevärt förbättrar energieffektiviteten och körräckvidden samtidigt som den ger överväldigande kostnadsfördelar under hela livscykeln.
Kärnmaterialen för NEV pressgjutna komponenter är typiskt ADC12 (JIS-standard) , A380 (ASTM standard) , eller A356 (ASTM standard) aluminiumlegeringar. Dessa tre legeringar uppvisar betydande skillnader i sammansättning, mekaniska egenskaper och värmeledningsförmåga, vilket direkt påverkar batteripaketets strukturella styrka, värmeavledningseffektivitet och korrosionsbeständighet.
ADC12 har en hög kiselhalt av 9,6 %–12 % och kopparhalt av 1,5 %–3,5 % , ger exceptionell flytbarhet och tunnväggig fyllningskapacitet idealisk för tillverkning av precisionsvärmeavledningsfenor och komplexa höljen med väggtjocklekar så låga som 1,0–1,2 mm . Dess typiska draghållfasthet är 150–200 MPa med värmeledningsförmåga på 130–150 W/m·K . A380 erbjuder högre kopparhalt (3,0 %–4,0 %), vilket ger en draghållfasthet på 210–250 MPa och högre hårdhet (60–80 HB), vilket gör den lämplig för högbelastade konstruktionsdelar. A356 (AlSi7Mg0.3) är förstärkt av magnesiuminnehåll och erbjuder utmärkt gjutbarhet och korrosionsbeständighet med värmeledningsförmåga på 120–160 W/m·K , vilket gör det till det föredragna valet för batteripaket och strukturella säkerhetskomponenter.
| Prestandaindikator | ADC12 | A380 | A356 |
|---|---|---|---|
| Kiselinnehåll (Si) | 9,6 % – 12 % | 7,5 % – 9,5 % | 6,5 % – 7,5 % |
| Kopparinnehåll (Cu) | 1,5 % – 3,5 % | 3,0 % – 4,0 % | ≤0,20 % |
| Draghållfasthet (MPa) | 150 – 200 | 210 – 250 | 220 – 280 (T6) |
| Värmeledningsförmåga (W/m·K) | 130 – 150 | 96 | 120 – 160 |
| Typiska applikationer | Motorhus, PCU-hus | Högbelastade konstruktionsdelar | Batterifack, konstruktionsdelar |
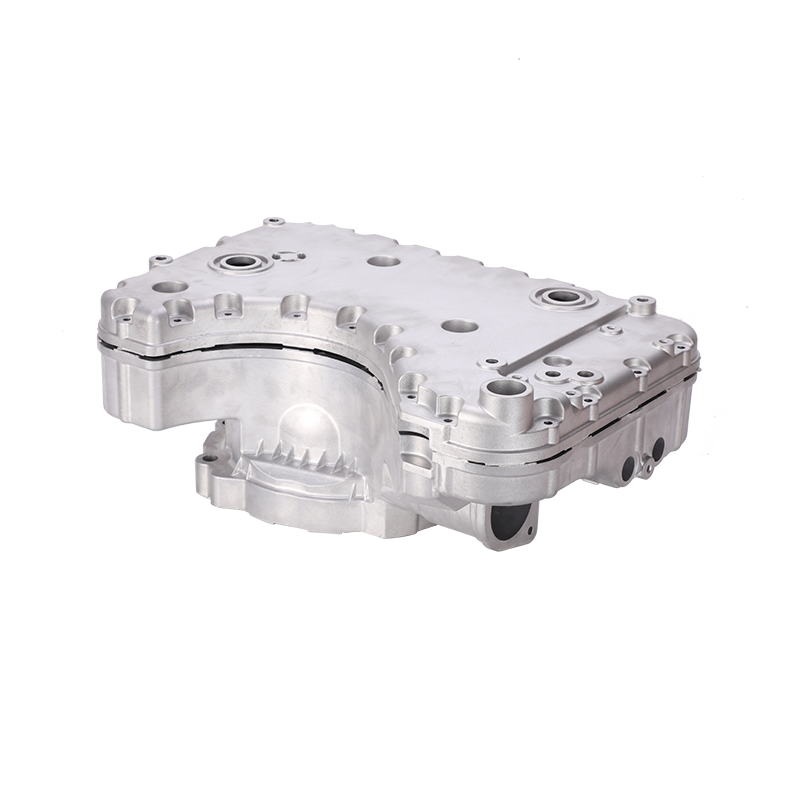
För motorhus och PCU-hus är ADC12 det mest kostnadseffektiva valet på grund av dess utmärkta värmeledningsförmåga ( 130–150 W/m·K ) och överlägsen gjutformbarhet. För batteripaket och strukturella säkerhetskomponenter uppnår A356 med T6 värmebehandling en draghållfasthet på 220–280 MPa och överlägsen korrosionsbeständighet jämfört med kopparbärande legeringar, vilket gör det till det föredragna alternativet för krocksäkerhet. A380 rekommenderas för chassikonstruktioner som kräver hög mekanisk lastkapacitet. Alla tre legeringarna delar en densitet på ungefär 2,7 g/cm³ , att uppnå viktminskningar av 40 %–60 % jämfört med stål, vilket direkt förbättrar fordonens räckvidd.
Termisk hantering av kraftbatterier är kärnan i NEV säkerhet och prestanda. Det optimala driftstemperaturfönstret för litiumjonceller är 15–35°C ; överstiger 45°C accelererar kapacitetsförsämring, medan temperaturer över 60°C innebära termiska flyktrisker. Pressgjutna aluminiumhöljen uppnår effektiv värmehantering genom följande mekanismer:
Högtryckspressgjutning tillåter direkt gjutning av komplexa vätskekylningskanaler, värmeavledningsfenor och termiska ribbor i formen, vilket uppnår integrerad design av bostadsstruktur och värmeledningssystem. Denna struktur eliminerar termiskt gränssnittsmotstånd från traditionella svets- eller monteringsprocesser, vilket minimerar den termiska motståndsvägen från cellytan till kylvätskan. Värmeledningsförmågan hos A356 eller ADC12 aluminiumlegeringar ( 96–150 W/m·K ) är 3–5 gånger den av stål, vilket möjliggör snabb värmediffusion över hela husets yta.
| Material för hölje | Värmeledningsförmåga (W/m·K) | Densitet (g/cm³) | Viktminskning | Termisk runaway-risk |
|---|---|---|---|---|
| Pressgjuten aluminium | 96 – 150 | 2.7 | 40 % – 60 % | Låg |
| Extruderad aluminium | 180 – 210 | 2.7 | 40 % – 55 % | Medium |
| Stämplat stål | 45 – 55 | 7.8 | Baslinje | Hög (dålig värmeavledning) |
| Komposit (SMC) | 0,2 – 0,5 | 1,8 – 2,0 | 50 % – 65 % | Extremt hög (kräver ytterligare kylning) |
Även om formgjutna aluminiumhöljen har något lägre värmeledningsförmåga än extruderade aluminiumprofiler, integrerad formningsförmåga möjliggör optimerad värmeflödesvägdesign och deras strukturella integritet överstiger vida svetsade profilenheter. När det gäller termiskt flyktskydd kan aluminiumhus fördröja brandutbredning för 5–10 minuter , vilket ger kritisk utrymningstid för de åkande, medan komposithöljen kräver ytterligare brandsäkra skikt för att uppfylla GB 38031-standarderna.
NEV batteripakethöljen fungerar inte bara som värmeledningsbärare utan också som kritiska barriärer för övergripande fordonskonstruktionssäkerhet. Pressgjutna aluminiumlegeringar bygger flerskiktsskyddssystem genom kombinationen av inneboende materialstyrka och strukturell optimering.
Moderna pressgjutna batteripaket använder vanligtvis en ram tvärbalk bottenplatta sandwichstruktur. Genom mögelflödesanalys som optimerar portpositioner och väggtjockleksfördelning, förtjockas kollisionskritiska områden (som sidokollisionsbalkar) lokalt till att 10–12 mm , medan icke-kritiska områden reduceras till 2–3 mm , för att uppnå optimal balans mellan vikt och styrka. A356-T6 legering uppnår sträckgräns på 180–220 MPa , och kombinerat med de komplexa ribbstrukturerna som möjliggörs av pressgjutning, kan uppfylla C-NCAP och E-NCAP sidostångskollisionstestkrav.
Batteripackhus måste uppnås IP67 eller IP69K skyddsklasser (enligt IEC 60529 och ISO 20653), vilket ger komplett dammskydd och 30 minuters nedsänkningsmotstånd på 1 meters djup. Pressgjutning uppnår precisionskontroll av tätningsytans planhet ( ±0,05 mm ) och ytjämnhet (Ra≤3,2 μm), vilket säkerställer perfekt kompatibilitet med tätningspackningar. Dessutom måste formgjutna hus klara heliummasspektrometriläckagetestning, med läckagehastigheter som vanligtvis krävs nedan 15 sccm (standard kubikcentimeter per minut) för att säkerställa absolut isolering mellan kylvätskekretsar och cellkammare.
Högtrycksgjutning (HPDC) är en formningsprocess där smält aluminiumlegering sprutas in i precisionsstålformar med hög hastighet under tryck av 30–150 MPa . Denna process visar tre centrala fördelar vid tillverkning av NEV-komponenter:
Pressgjutning uppnår dimensionella toleranser av ±0,03–0,05 mm , långt över stämpling (±0,1–0,3 mm) och svetsning (±0,5–1,0 mm). Ännu viktigare är att den tillåter vätskekylningskanaler, monteringsfästen, kabelstammens fixeringsklämmor, kopplingsmonteringspositioner och till och med explosionsventilmonteringssäten att gjutas i en enda operation, vilket avsevärt minskar efterföljande bearbetnings- och monteringsprocesser. För batteripaket kan pressgjutning integrera traditionella 6–10 st stansade och svetsade delar in i 1–2 pressgjutna komponenter , vilket eliminerar risker för svetsutmattning och samtidigt minska ackumulering av monteringstolerans.
När verktyget har investerats (formar för stora batteripaket håller vanligtvis 80 000–100 000 skott ), kan pressgjutningscykler i ett stycke förkortas till 60–120 sekunder , vilket gör dem mycket lämpliga för plattformskrav som överstiger 100 000 enheter årligen . Den globala marknaden för pressgjutmaskiner för aluminium förväntas växa från 86,14 miljarder USD 2025 to 144,04 miljarder USD till 2034 (CAGR 5,88%), med Asien-Stillahavsområdet som innehar en 41 % marknadsandelar och endast Kina står för 16 % på Asien-Stillahavsmarknaden.
Ledande tillverkare använder integrerad CAD/CAM/CAE-design i kombination med formflödesanalys för att förutsäga portpositioner, porositetsfördelning och hotspot-defekter. Produktionslinjer är utrustade med Röntgenröntgen (RT) and industriell CT-skanning , vilket säkerställer att den inre porositeten förblir under 0,1 % —den kritiska tröskeln för att garantera IP67-tätningsintegritet och strukturell utmattningslivslängd. Kvalitetsledningssystem måste vara IATF 16949 certifierad, täcker hela processen från råvaruanskaffning, smältavgasning, skottparameterövervakning till läckagetestning av färdig produkt.

NEV driving range uppvisar stark negativ korrelation med fordonets vikt. Forskning visar att varje 100 kg av fordonets viktminskning kan förbättra räckvidden med 6%–8% (cirka 30–50 km). Pressgjutna aluminiumkomponenter uppnår betydande viktminskning inom följande nyckelområden:
| Komponent | Traditionell processvikt (kg) | Vikt av pressgjuten aluminium (kg) | Viktminskning | Beräknad räckviddsförbättring |
|---|---|---|---|---|
| Batterilåda | 80 – 120 (stål) | 35 – 50 | 55 % – 60 % | 25 – 40 km |
| Motorhus | 15 – 20 (gjutjärn) | 6 – 9 | 55 % – 60 % | 5 – 8 km |
| PCU-hus | 5 – 8 (Die-Cast Al) | 3 – 5 | 30 % – 40 % | 2 – 4 km |
| Underram / strukturella delar | 25 – 35 (stål) | 12 – 18 | 45 % – 50 % | 8 – 12 km |
Att ta en ren elektrisk sedan med tjänstevikt på 1 800 kg , batterikapacitet på 70 kWh , och NEDC-intervall av 500 km att till exempel byta ut batterilådan, motorhuset och hjälpramen med gjutna aluminiumkomponenter kan minska fordonets totala vikt med 80–120 kg , vilket förbättrar räckvidden med ungefär 40–70 km —motsvarande 5 %–8 % batterikostnadsbesparingar.
Även om gjutna aluminiumkomponenter kräver högre initiala verktygsinvesteringar (stora batteripaket formar ungefär USD 50 000–150 000 ), deras 10-årig total ägandekostnad (TCO) är betydligt lägre än stålalternativ. Följande jämförelse baseras på en årlig produktionsplattform på 100 000 enheter:
| Kostnadsfaktor | Pressgjuten aluminium | Extruderad Al Welding | Stämplat stål Welding | Komposit (SMC) |
|---|---|---|---|---|
| Enhetsvikt (kg) | 35 – 50 | 40 – 55 | 80 – 120 | 30 – 45 |
| Antal delar | 1 – 2 st | 5 – 8 st | 10 – 15 st | 1 – 3 st |
| Verktygsinvestering | Hög (en gång) | Medium | Låg | Hög (kompositformar) |
| Monteringsprocesser | Minimal | Flera (svetsbearbetning) | Omfattande (punktsvetsning) | Få (Binding Bolts) |
| Totalt TCO-betyg | Lågest | Medium | Hög (Viktstraff) | Hög (kylningstilläggskostnad) |
Dessutom 100 % återvinningsbarhet av aluminiumlegeringar är i linje med globala trender inom cirkulär ekonomi. Uttjänta NEV-komponenter kan smältas om och återanvändas i pressgjutningsproduktion, med ett koldioxidavtryck som är mycket lägre än stålsmältning eller kompositsyntes. För biltillverkare som strävar efter ESG-mål erbjuder pressgjutna aluminiumkomponenter betydande fördelar i hållbarhetspoäng.
För NEV-tillverkare och Tier 1-leverantörer kan inkorporering av följande tekniska parametrar i leverantörskvalifikationer och anbudsdokument effektivt filtrera pressgjutningspartners av hög kvalitet och minska kvalitetsrisker efter produktion:
Genom att införliva dessa indikatorer i tekniska specifikationer och checklistor för leverantörsrevision kan upphandlingsorgan säkerställa att utvalda NEV pressgjutna komponenter tillhandahålla stabil, säker och lätt strukturell support och värmehanteringsförsäkran under hela deras livscykel.
Är du redo att SAMARBETA Med Jieda?
* Ditt e -postmeddelande är säkert med oss, vi skräppost.
Produkt
Kontaktinformation
nbjd011@126.com
+86-574-86115705
Nr 58 Mold Road, Daqi Technology Industrial Zone, Beilun District, Ningbo