Pressgjutning är en av de mest effektiva och kostnadseffektiva metalltillverkningsprocesserna som finns idag. Kort sagt: om du behöver stora volymer av exakta, komplexa metalldelar är pressgjutning troligen ditt bästa alternativ . Den ger snäva dimensionstoleranser, utmärkt ytfinish och snabba cykeltider som få andra processer kan matcha. Den här guiden täcker allt du behöver veta - från hur processen fungerar till dess begränsningar, metoder och verkliga tillämpningar.

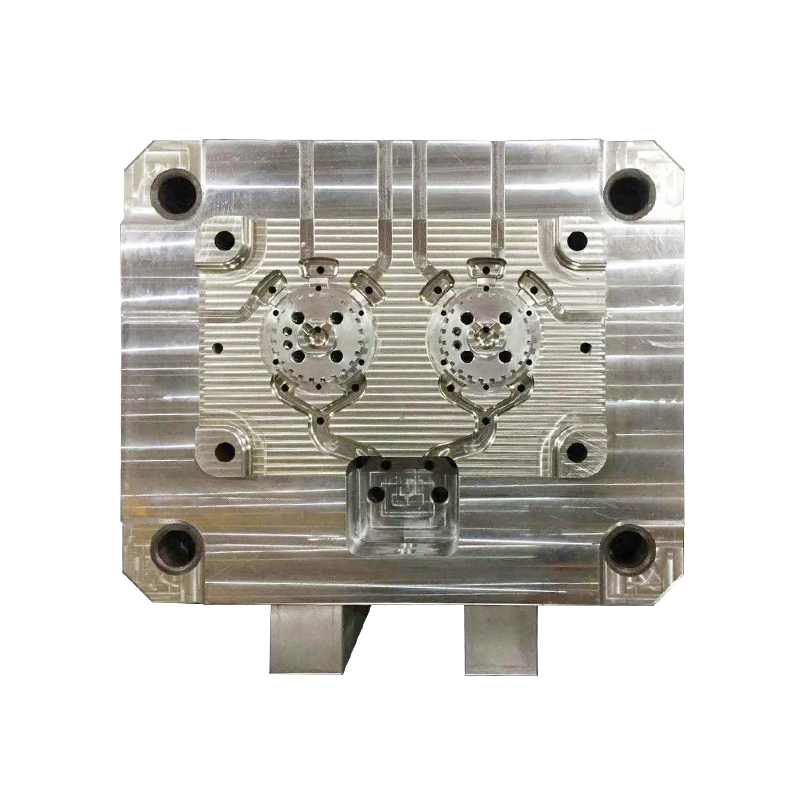
Pressgjutning är en metallgjutningsprocess där smält metall under högt tryck pressas in i en återanvändbar stålform (kallad "die"). När metallen stelnar öppnas formen och den färdiga delen kastas ut. Formen kan sedan användas igen - vanligtvis i tiotusentals till hundratusentals cykler.
De mest använda metallerna i pressgjutning inkluderar aluminium, zink, magnesium och kopparlegeringar . Aluminium är överlägset mest populärt på grund av dess utmärkta styrka-till-vikt-förhållande, korrosionsbeständighet och värmeledningsförmåga.
Till skillnad från sandgjutning, som använder förbrukbara formar, använder pressgjutning permanent stålverktyg. Detta gör den idealisk för produktion i stora volymer där konsistens och repeterbarhet är avgörande.

Pressgjutningscykeln följer en konsekvent sekvens:
Cykeltider varierar beroende på delstorlek och komplexitet men varierar vanligtvis från några sekunder till några minuter . En väl optimerad aluminiumpressgjutcell kan producera hundratals delar per timme.

De två primära pressgjutningsmetoderna skiljer sig åt i hur smält metall införs i formen:
Vid pressgjutning med varm kammare är injektionsmekanismen nedsänkt direkt i den smälta metallen. Denna metod erbjuder snabbare cykeltider och är bäst lämpad för metaller med låg smältpunkt som zink, tenn och blylegeringar. Det är inte lämpligt för aluminium, eftersom aluminium skulle erodera de nedsänkta komponenterna.
Vid kallkammarpressgjutning hälls smält metall in i en separat sprutkammare före varje injektion. Detta tillvägagångssätt används för aluminium, magnesium och kopparlegeringar — metaller med högre smältpunkter som skulle skada ett varmkammarsystem. Även om det är något långsammare än varmkammare, möjliggör kallkammarpressgjutning produktion av starkare, mer hållbara delar.
| Funktion | Heta kammaren | Kyla kammaren |
|---|---|---|
| Lämpliga metaller | Zink, tenn, bly | Aluminium, magnesium, koppar |
| Cykelhastighet | Snabbare | Något långsammare |
| Insprutningstryck | Lägre | Högre |
| Del Styrka | Måttlig | Högre |
| Typiska applikationer | Små konsumentdelar | Fordon, industri |

Pressgjutning uppnår konsekvent toleranser av ±0,1 mm eller tätare , vilket ofta eliminerar behovet av sekundär bearbetning. Denna nivå av repeterbarhet över tusentals delar är svår att matcha med andra gjutningsmetoder.
När verktygen väl är på plats kan pressgjutningsmaskiner arbeta dygnet runt och producera delar i cykler så korta som 15–20 sekunder för små aluminiumkomponenter. Denna genomströmning gör den till en av de snabbaste metoderna för produktion av metalldelar i stora volymer.
Pressgjutning stöder intrikata inre detaljer, tunna väggar (lika tunna som 0,5 mm i vissa aluminiumapplikationer), underskärningar och komponenter i nästan nätform som skulle vara kostsamma eller omöjliga med enbart bearbetning.
Medan de initiala verktygskostnaderna är betydande, sjunker kostnaden per del dramatiskt i skala. För produktionskörningar i tiotusentals eller mer är pressgjutning vanligtvis mycket mer ekonomiskt än CNC-bearbetning eller andra processer.

Pressgjutning är inte utan avvägningar. Att förstå dess begränsningar hjälper till att avgöra om det är rätt process för ditt projekt.
En enda formgjutningsform av aluminium kan kosta var som helst $10 000 till över $100 000 , beroende på komplexitet. Detta gör pressgjutning till ett dåligt val för prototyper eller mycket låga produktionsvolymer.
Pressgjutning är begränsad till icke-järnmetaller. Stål och järn kan inte formgjutas eftersom deras höga smältpunkter skulle förstöra stålformarna. Om ditt projekt kräver järnmetall måste alternativa processer som investeringsgjutning eller sandgjutning övervägas.
Luft kan fastna i formhåligheten under injektion, vilket skapar inre porositet. Detta kan äventyra den mekaniska styrkan och göra delen olämplig för trycktäta applikationer om den inte kontrolleras via vakuumassisterad pressgjutning eller andra tekniker.
De flesta pressgjutmaskiner är lämpade för delar upp till ungefär 25 kg . Mycket stora komponenter betjänas bättre av sandgjutning eller andra gravitationsbaserade processer.
Stålformar slits med tiden, särskilt med högtemperaturlegeringar. Korrekt underhållsschema är viktigt för att bevara dimensionsnoggrannheten och förlänga livslängden - vanligtvis 100 000 till 500 000 skott beroende på material och processparametrar.
Ningbo Jieda Moulding & Machine Co., Ltd. erbjuder ett omfattande utbud av gjutningsprocesser för att passa olika delars geometrier, material och volymkrav, som tillverkare av gjutformar i Kina och Custom Die Casting Mold Factory.
Den vanligaste formgjutningsmetoden. Smält metall injiceras vid tryck upp till 25 000 psi , som producerar täta, exakta delar med utmärkt ytfinish. Jieda driver Hong Kong Lijin-maskiner från 200T till 1600T klämkraft för att rymma ett brett utbud av delstorlekar.
Metall trycks uppåt i formen med lågt tryck (vanligtvis 0,7–1,0 bar ), vilket möjliggör bättre kontroll av metallflödet och minskad turbulens. Denna metod är särskilt lämpad för konstruktionsdelar som kräver högre mekaniska egenskaper och lägre porositet.
Ett ekonomiskt val för lågvolymproduktion eller stora, komplexa geometrier där permanenta verktyg inte är kostnadsmotiverade. Sandformar skapas från ett mönster och kasseras efter varje hällning, vilket gör denna metod mycket flexibel.
Ett vaxmönster är belagt med keramiskt skalmaterial och smälts sedan bort för att lämna en exakt hålighet. Investeringsgjutning producerar delar med exceptionell ytdetaljer och noggrannhet - används ofta för flyg- och rymdkomponenter, medicinsk utrustning och komplicerade industriella delar.
Smält metall hälls i en permanent metallform med hjälp av gravitation snarare än tryck. Detta resulterar i lägre porositet än högtryckspressgjutning och är väl lämpad för medelvolymproduktion av tätare, strukturellt krävande detaljer.

Rågjutna delar kräver ofta ytbehandling eller sekundär bearbetning innan de är klara för användning. Vanliga efterbehandlingsoperationer inkluderar:
Jieda tillhandahåller ytbehandling och ytbehandling med full service vid sidan av sin gjutningsverksamhet, och levererar färdiga komponenter till kunder inom fordons-, motor-, pneumatik-, kommunikations- och ny energisektorn.
Pressgjutning används i praktiskt taget alla större industrier som kräver högvolymsmetallkomponenter. Viktiga applikationsområden inkluderar:
| Industri | Typiska pressgjutna delar | Vanligt material |
|---|---|---|
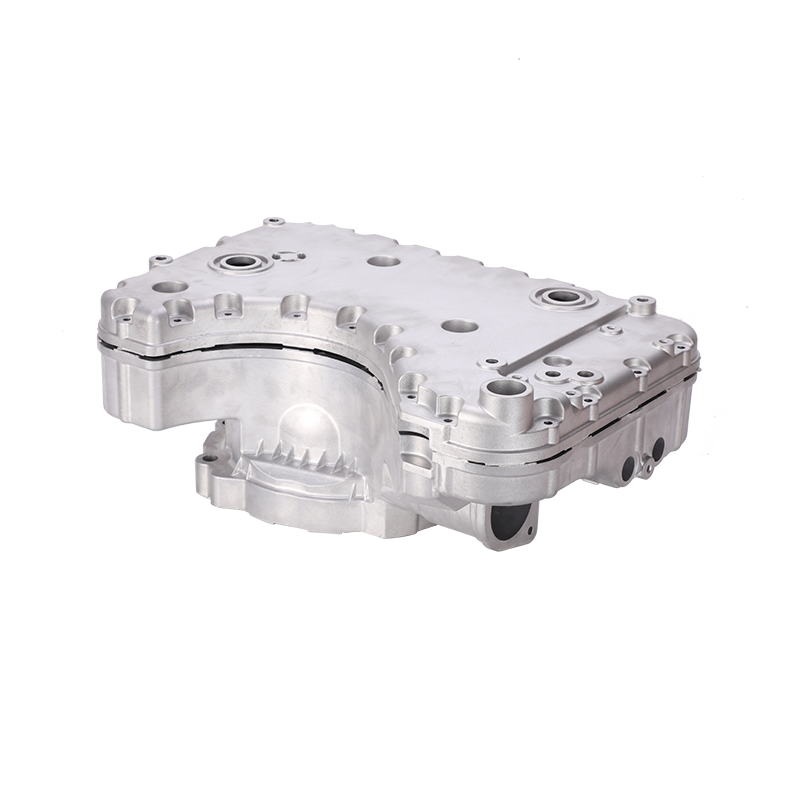
| Automotive | Motorhus, transmissionshus, fästen | Aluminium, magnesium |
| Elmotorer | Ändsköldar, hus, rotorramar | Aluminium |
| Pneumatik | Ventilhus, cylinderhus | Aluminium, Zinc |
| Telekommunikation | Kapslingar, kylflänsar, antennkomponenter | Aluminium, Zinc |
| Ny energi / solceller | Inverterhus, monteringsramar | Aluminium |
| Belysning | LED-hus, lamphus, kylflänsar | Aluminium |
| Växellådor / Reducerare | Reducerhus, växelhus | Aluminium |

Grundades 1987, Ningbo Jieda Moulding & Machine Co., Ltd. är ett nationellt högteknologiskt företag baserat i Beilun, Ningbo – en stad som är erkänd som "Hemstad för formgjutningar i Kina." Med över 35 års erfarenhet, tillför Jieda en kombination av djup teknisk expertis och beprövad tillverkningsskala till varje projekt.
Nyckelfunktioner och referenser inkluderar:
Jiedas läge i Beilun ger också direkta logistiska fördelar — i anslutning till Beiluns hamn och Hangzhou-Ningbo Expressway — som möjliggör snabb och pålitlig internationell frakt till globala kunder.
Pressgjutning är det rätta valet när ditt projekt uppfyller dessa kriterier:
Om dina volymer är låga, din del är mycket stor, eller om du behöver järnhaltigt material, kan alternativa gjutmetoder som sandgjutning eller investeringsgjutning vara lämpligare. Jiedas ingenjörsteam kan utvärdera dina specifika krav och rekommendera den mest lämpliga processen - oavsett om det är högtrycksgjutning, lågtrycksgjutning, gravitationsgjutning eller helt annan metod.
Kontakta Jieda idag för att diskutera ditt projekt och få en skräddarsydd lösning med över tre decennier av precisionsgjutningsexpertis.
Är du redo att SAMARBETA Med Jieda?
* Ditt e -postmeddelande är säkert med oss, vi skräppost.
Produkt
Kontaktinformation
nbjd011@126.com
+86-574-86115705
Nr 58 Mold Road, Daqi Technology Industrial Zone, Beilun District, Ningbo