Autodel pressgjutning är den dominerande tillverkningsmetoden för högvolymsprecisionsmetallkomponenter inom fordonsindustrin – och av goda skäl. Den levererar snäva toleranser, komplexa geometrier och utmärkt ytfinish till en kostnad per del som ingen annan process kan matcha i skala. Oavsett om du köper fästen, höljen eller strukturella elbilar, kommer förståelse för formgjutning att hjälpa dig att fatta snabbare och smartare beslut.
Den här guiden täcker allt från grunderna för pressgjutningsprocessen till materialval, applikationer för elfordon, efterbehandlingsalternativ och en praktisk FAQ - så att du kan avgöra om pressgjutning är rätt passform för ditt projekt.

Pressgjutning är en metallgjutningsprocess där smält metall sprutas in under högt tryck i en återanvändbar stålform, kallad form. Metallen stelnar snabbt och den färdiga delen kastas ut - ofta på under 60 sekunder per cykel. För fordonstillämpningar översätts detta till miljontals nästan-nätformade delar med konsekvent dimensionell noggrannhet.
Bilsektorn står för över 75 % av all pressgjutningsproduktion över hela världen , enligt North American Die Casting Association (NADCA). Vanliga bildelar som tillverkas via pressgjutning inkluderar motorblock, transmissionshus, styrspinnar, pumpkroppar, dörrhandtag och i allt högre grad stora strukturella komponenter för elfordon.

Att förstå processen hjälper dig att förutse ledtider, designkrav och kostnadsdrivare.
Det finns flera formgjutningsvarianter, var och en lämpad för olika legeringar, delstorlekar och kvalitetskrav.
| Type | Hur det fungerar | Bästa legeringar | Nyckelfördel |
|---|---|---|---|
| Heta kammaren | Insprutningsmekanismen är nedsänkt i smält metall | Zink, Magnesium | Snabba cykeltider, låg porositet |
| Kyla kammaren | Metall skänks separat i skotthylsan | Aluminium, koppar | Klarar högsmältande legeringar |
| Vakuumformgjutning | Luft evakueras från formen före injektion | Aluminium | Svetsbara delar med nästan noll porositet |
| Halvfast (Thixocasting) | Metall insprutad i halvfast tillstånd | Aluminium, Magnesium | Utmärkta mekaniska egenskaper |
| Squeeze Casting | Högt tryck appliceras under stelning | Aluminium | Strukturell integritet, värmebehandlas |
För de flesta biltillämpningar med stora volymer, kallkammare pressgjutning av aluminium är standardvalet. Vakuumpressgjutning specificeras alltmer för strukturella elbilsdelar där svetsbarhet krävs.

Pressgjutningens dominans inom biltillverkning är ingen tillfällighet. Den erbjuder en kombination av prestandaattribut som konkurrerande processer helt enkelt inte kan replikera i skala.

Ingen tillverkningsprocess är utan avvägningar. Att förstå pressgjutningens begränsningar hjälper dig att undvika dyra överraskningar.

Formgjutna fordonskomponenter tjänar strukturella, termiska, mekaniska och estetiska roller. Processen väljs just för att den samtidigt kan uppfylla flera funktionella krav i en enda del.
Styrknoppar, underramsfästen och upphängningskomponenter bär dynamiska belastningar och måste uppfylla utmattningslivskrav som överstiger 10 miljoner cykler . Pressgjutgods av aluminium med draghållfastheter på 280–320 MPa uppfyller dessa krav samtidigt som de minskar massan med 40–50 % jämfört med stålekvivalenter.
Motorblock, cylinderhuvuden och allt fler EV-batterihus använder formgjutningens förmåga att integrera komplexa kylkanaler direkt i delens geometri – vilket eliminerar lödda sammansättningar och minskar termiskt motstånd.
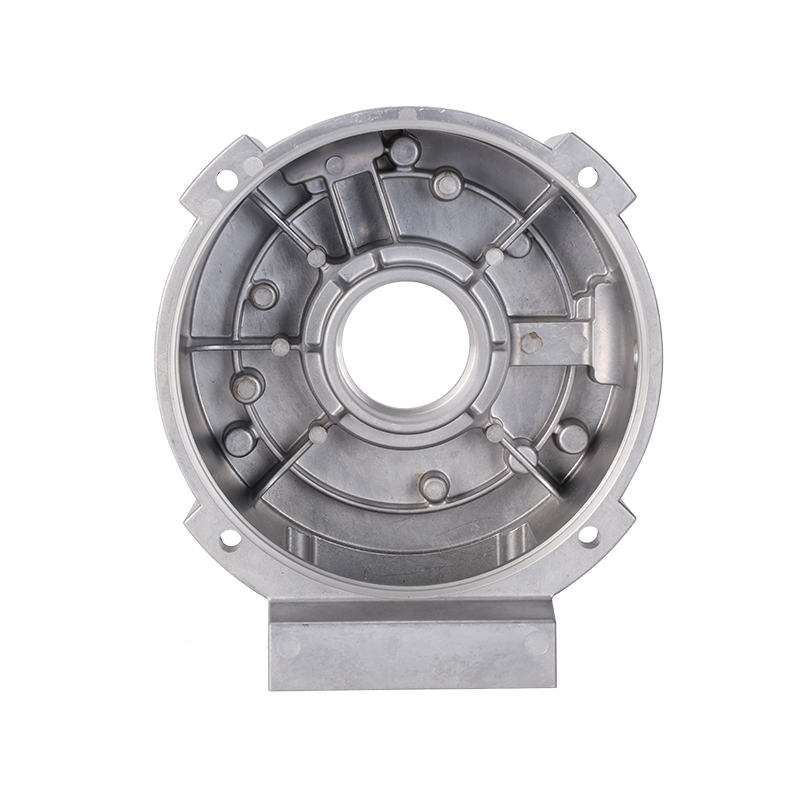
Transmissionshus, differentialhus och pumpkroppar bildar förseglade kapslingar för vätskor under tryck. Pressgjutning ger den dimensionella konsistens som behövs för pålitlig tätning av packningar utan handpassning.
I moderna fordon innehåller formgjutna aluminium- och zinkkapslar ECU:er, sensorer och kontakter, vilket ger EMI-skärmning, jordningsvägar och skydd mot vibrationer och inträngning.
Materialval är ett av de mest avgörande besluten i formgjutning av bildelar. Varje legeringsfamilj erbjuder en distinkt kombination av egenskaper, kostnad och bearbetbarhet.
| Legering | Densitet (g/cm³) | Draghållfasthet (MPa) | Typiska autoapplikationer |
|---|---|---|---|
| Aluminium A380 | 2.71 | 310 | Motorblock, hus, fästen |
| Aluminium ADC12 | 2.74 | 320 | Växellådor, EV-batterifack |
| Magnesium AZ91D | 1.81 | 230 | Instrumentpaneler, rattar |
| Zink Zamak 3 | 6.60 | 283 | Dörrhandtag, låskomponenter, kopplingar |
| Koppar C83600 | 8.50 | 255 | Elektriska terminaler, lager |
Aluminiumlegeringar dominerar pressgjutning för fordon , som representerar cirka 80 % av alla bilgjutgods i vikt. Trenden mot fordonslättvikt accelererar övergången från zink och gjutjärn till aluminium - särskilt i drivlinor och strukturella tillämpningar.

Elfordon omformar efterfrågan på pressgjutning på djupgående sätt. Elimineringen av förbränningsmotorn tar bort vissa traditionella gjutapplikationer (cylinderhuvuden, motorblock) samtidigt som det skapar mycket större möjligheter i EV-specifika arkitekturer.
EV-tillverkare använder främst högduktilitet aluminiumlegeringar som klarar krockbelastningar utan brott — ett krav som drivs av batteriskyddsbestämmelser. Legeringar som Silafont-36 (AlSi10MnMg), Aural-2 och egenutvecklade kompositioner är optimerade för:

Den mest omvälvande EV-casting-trenden är giga-casting — använder maskiner med spännkrafter på 6 000 till 16 000 ton för att producera massiva konstruktionsgjutgods i ett stycke som ersätter hundratals stansade och svetsade delar. Teslas Model Y bakre underrede, till exempel, konsoliderar ungefär 70 enskilda delar till en formgjuten komponent , vilket minskar monteringstiden med 30 % och vikten med 10 %.
Viktiga EV-formgjutningsapplikationer inkluderar:
Den globala EV-formgjutningsmarknaden värderades till ungefär 5,8 miljarder dollar 2023 och beräknas överstiga 18 miljarder dollar år 2032, drivet av andelen elbilar och spridningen av giga-casting-teknik över OEM-tillverkare inklusive Volvo, Toyota och Rivian.

Pressgjutning tillämpas i praktiskt taget alla fordonssystem. Följande är de viktigaste tillämpningsområdena:
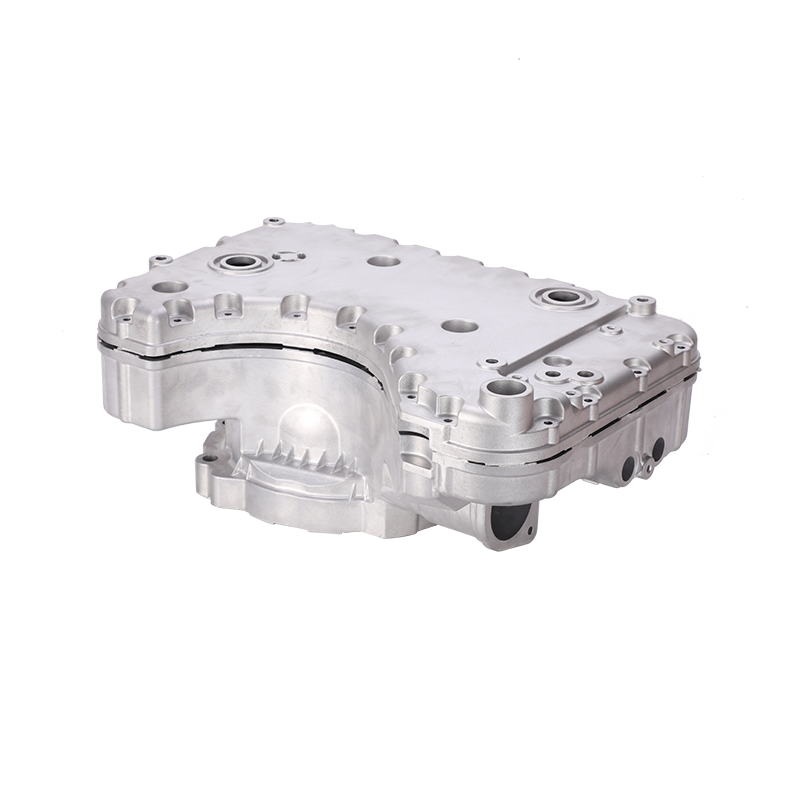
Motorblock, cylinderhuvuden, oljetråg, timinglock och växellådor har historiskt sett varit ryggraden i formgjutning för bilar. En typisk V6-motor kan innehålla 15–20 pressgjutna komponenter , var och en kräver komplex intern kärnning och snäva håltoleranser.
Styrspinnar, styrarmsfästen och underramsnoder gjuts i allt större utsträckning i aluminium och ersätter smidd stål för att minska ofjädrad massa. Minskad ofjädrad massa på till och med 1 kg per hörn förbättrar mätbart åkfrekvens och hanteringsrespons.
Dörrhandtag, spegelfästen, sätesjusteringar och dekorativa beklädnadskomponenter är vanligtvis gjutna i zink, vilket utnyttjar zinkens förmåga att hålla snäva toleranser vid tunna väggsektioner så låga som 0,4 mm .
Kompressorhus, pumphus, termostathus och ventilhus för HVAC och kylsystem är vanligtvis pressgjutna i aluminium, valda för deras trycktäthet och kompatibilitet med kylvätskekemi.
ECU-hus, radarsensorfästen och kontaktkroppar är bland de snabbast växande pressgjutningsapplikationerna i moderna fordon, drivna av spridningen av ADAS och ansluten fordonselektronik.

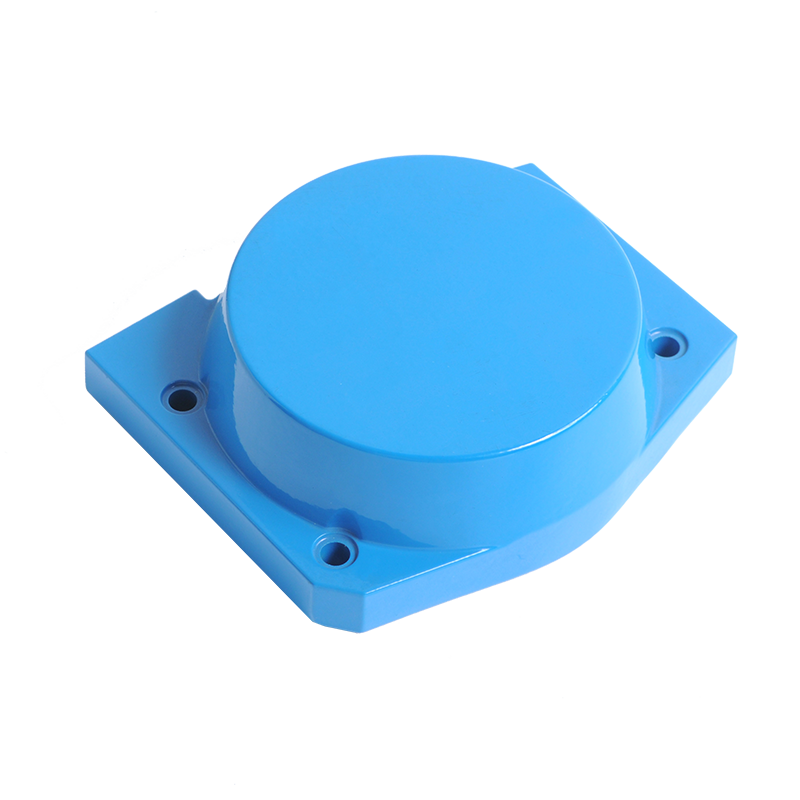
Most die-cast automotive parts require one or more finishing operations to meet functional or aesthetic requirements. Choosing the right finishing process is as important as the casting parameters themselves.
Val av leverantör är ett strategiskt beslut som påverkar kostnad, kvalitet och leverantörskedjans motståndskraft under programmets livstid. Välj inte enbart på styckpris — tooling quality, process control, and application engineering capability are equally important.
Utvärdera leverantörens maskintonnageområde, formkonstruktionskapacitet (in-house vs. outsourcad) och processkontrollsystem. För EV-konstruktionsdelar, bekräfta att de har vakuumpressgjutning eller pressgjutning och erfarenhet av högduktilitetslegeringar.
Åtminstone bör leverantörer av pressgjutning för fordon hålla IATF 16949 certifiering och driva en APQP/PPAP-process. Be om Cpk-data (mål ≥1,67 för kritiska dimensioner) och mätvärden för defektfrekvens (mål ≤50 ppm för fordonsklass 1).
De bästa leverantörerna engagerar sig tidigt i designfasen för att optimera detaljgeometrin för gjutbarhet, vilket minskar verktygskomplexiteten och cykeltiden. Leta efter demonstrerade DFM-fallstudier som visar delkonsolidering eller resultatförbättringar.
Leverantörer med egen bearbetnings-, efterbehandlings- och undermonteringskapacitet minskar antalet nivåer och logistikkomplexiteten. För globala program, bekräfta att leverantören har multi-site-kapacitet eller kvalificerade säkerhetskopieringskällor.
Pressgjutning är ett utmärkt val när flera förhållanden överensstämmer. Använd följande ram för att bedöma passform:
| Faktor | Formgjutning föredragen | Överväg alternativ |
|---|---|---|
| Årlig volym | >5 000 delar/år | <5,000 (sand casting, 3D printing) |
| Material | Al, Zn, Mg, Cu | Stål, titan, inconel |
| Geometri komplexitet | Complex, multi-feature, thin-wall | Simple prismatic shapes (machining) |
| Strukturell kritik | Moderate to high (with vacuum) | Highest safety class (forging) |
| Surface finish requirement | Ra 1–3 µm as-cast acceptable | Mirror finish needed (machining) |
| Dags att marknadsföra | 8–16 weeks tooling lead time acceptable | Weeks needed (3D printing, machining) |
Om din del är aluminium eller zink, producerad i mer än 10 000 enheter per år och har interna kanaler eller komplex yttre geometri, kommer pressgjutning nästan säkert att vara det mest kostnadseffektiva alternativet. För låga volymer, säkerhetskritiska tillämpningar som kräver smidd mikrostruktur eller exotiska legeringar, överväg alternativ.

Zinc die casting can achieve walls as thin as 0,4–0,6 mm ; aluminium har vanligtvis ett praktiskt minimum på 1,0–1,5 mm för fordonskonstruktionsdelar. Väggar som är för tunna kan resultera i kalla stängningar och ofullständig fyllning.
En väl underhållen H13 verktygsstålsdyna producerar vanligtvis 100 000–500 000 skott för aluminiumgjutgods och upp till 1 000 000 skott för zink. Livslängden beror mycket på delens geometri, legeringstemperatur och kylkretsdesign.
Standard högtrycksgjutna (HPDC) delar innehåller instängd gas och är i allmänhet ej svetsbar . Vakuumgjutna eller pressgjutna delar med högduktilitetslegeringar (t.ex. Silafont-36) kan MIG/TIG-svetsas och används i strukturella EV-kroppar.
Giga-gjutning hänvisar till användningen av mycket stora pressgjutmaskiner (6 000–16 000 ton spännkraft) för att tillverka kroppsgjutgods i ett stycke. Tesla pioneered the technique med modell Y bakre underrede, och konkurrenter inklusive Volvo, Toyota, BYD, Geely och Rivian implementerar aktivt liknande processer.
Industriell röntgen (2D och 3D CT-skanning) är den primära inspektionsmetoden för inre porositet i säkerhetskritiska gjutgods. ASTM E505 och ASTM E155 tillhandahåller referensröntgenstandarder för acceptabla porositetsnivåer i pressgjutgods av aluminium och magnesium.
För en typisk pressgjutning av aluminium för fordon, förvänta dig 16–24 veckor från designfrysning till första PPAP-godkända delar: 8–12 veckor för tillverkning av formverktyg, 2–4 veckor för provtagningar och processoptimering, och 4–8 veckor för PPAP-dokumentation och godkännande.
Ytråheten i form av gjutgods för pressgjutgods av aluminium är typiskt Ra 1,6–3,2 µm på plana ytor och Ra 3,2–6,3 µm i områden med komplex geometri eller nära ventilationsplatser. Polerade formytor kan uppnå Ra 0,8 µm på kosmetiska ytor.
Är du redo att SAMARBETA Med Jieda?
* Ditt e -postmeddelande är säkert med oss, vi skräppost.
Produkt
Kontaktinformation
nbjd011@126.com
+86-574-86115705
Nr 58 Mold Road, Daqi Technology Industrial Zone, Beilun District, Ningbo