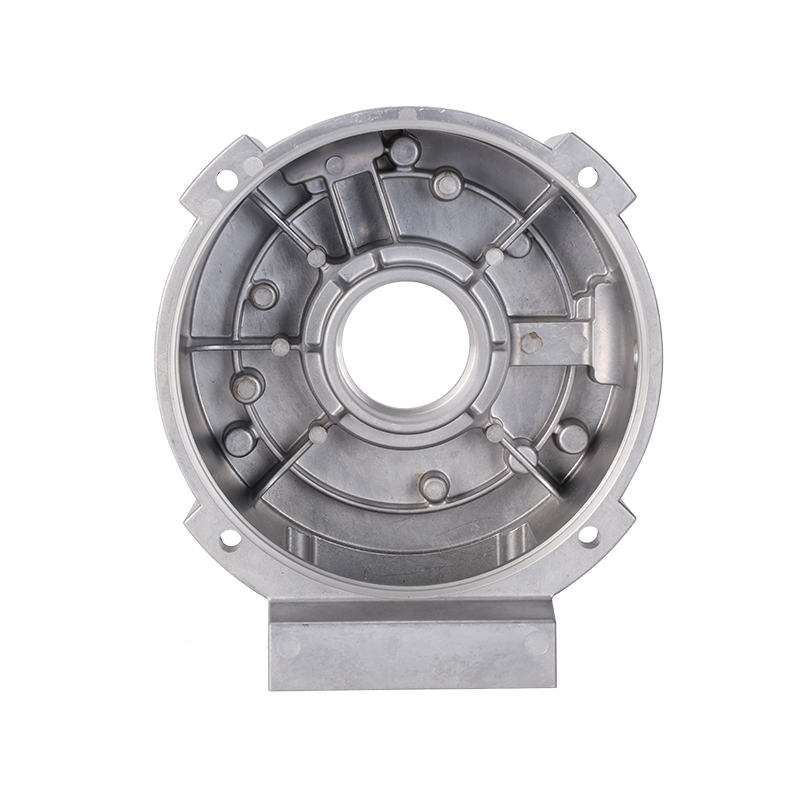
1. Högt materialutnyttjande och låg vikt
Pressgjutning injicerar smält aluminiumlegering i formhåligheten med hög hastighet, vilket uppnår nästan 100 % fyllning, minimerar ämnesavfall och uppnår högt materialutnyttjande.
Jämfört med traditionell gjutning eller stansning erbjuder pressgjutgods enhetlig väggtjocklek, vilket avsevärt minskar komponentvikten samtidigt som styrkan bibehålls och uppfyller lättviktskraven för moderna växellådor.
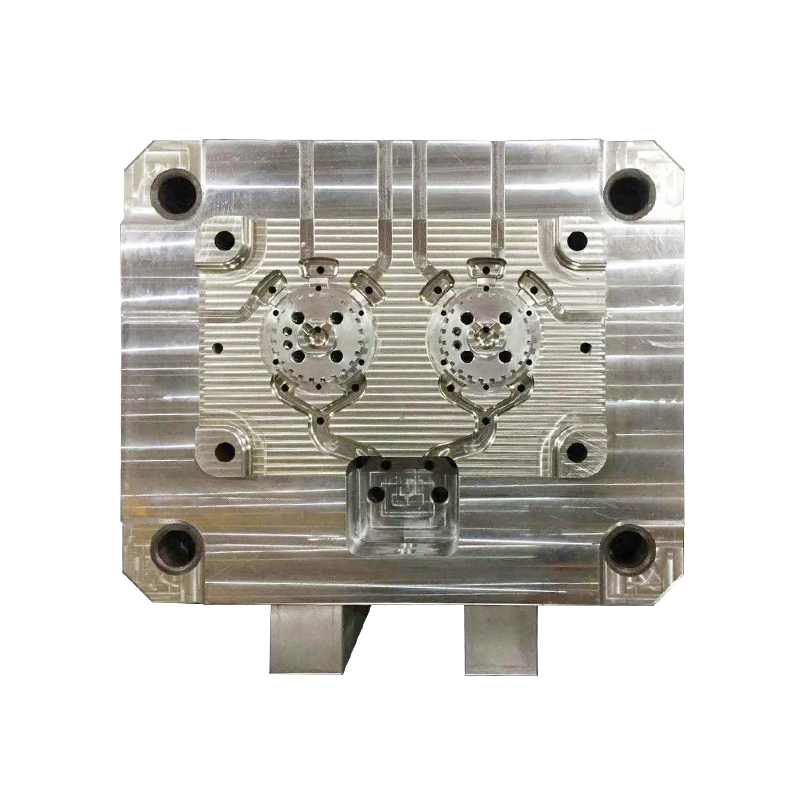
2. Komplexa strukturer som uppnås i en enda formningsprocess
Genom exakt formdesign med CAD/CAE kan pressgjutning producera komplexa geometrier som flera hål, ribbor, gängor och lokaliseringshål i en enda process, vilket eliminerar behovet av efterföljande sekundär bearbetning.
Detta är särskilt kritiskt för de interna oljepassagerna, värmeavledningsribborna och monteringspositioneringsstrukturer i växellådans pressgjutgods, vilket förbättrar produktintegreringen.
3. Hög produktionseffektivitet och kostnadsfördelar
Automatiserade pressgjutmaskiner erbjuder korta cykeltider (vanligtvis 30–60 sekunder per del), vilket möjliggör kontinuerlig produktion av stora volymer. Kostnaden per del minskar avsevärt när produktionen ökar. Minimalt manuellt ingrepp och lång livslängd (upp till tiotusentals cykler) gör växellådshus pressgjutning mycket konkurrenskraftig på den globala marknaden.
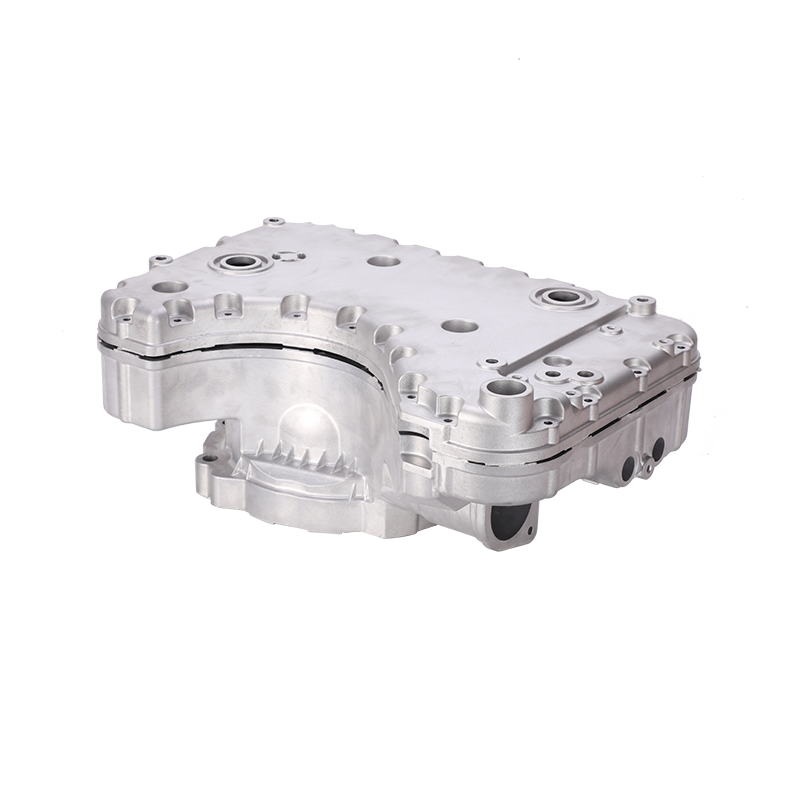
4. Utmärkta mekaniska egenskaper
Pressgjutgods av aluminiumlegeringar erbjuder utmärkt hållfasthet, styvhet och värmebeständighet, och uppfyller kraven på höghastighets- och högbelastningsdrift för transmissioner.
Efterföljande värmebehandling och ytbehandling kan ytterligare förbättra deras hårdhet och korrosionsbeständighet, vilket säkerställer långsiktig tillförlitlig drift.
Hur utförs värmebehandlingar eller ytbehandlingar för att förbättra styrka och korrosionsbeständighet?
1. Lösningsbehandling Artificiellt åldrande (T6-system)
Pressgjutningen upphettas till legeringens lösningstemperatur (cirka 530°C), hålls under en specificerad period och kyls sedan snabbt ned för att eliminera inre gjutpåkänningar och homogenisera strukturen.
Efterföljande artificiell åldring vid 150–200°C fördelar den utfällda fasen jämnt, vilket avsevärt förbättrar sträckgränsen och draghållfastheten. 2. Förkolning eller nitrering Ythärdning
Kol eller kväve infiltreras i ytan av den pressgjutna delen i en lågtemperaturförkolnings- eller nitreringsatmosfär och bildar ett hårt uppkolat skikt.
Tjockleken på det uppkolade skiktet är kontrollerbar (vanligtvis 0,1–0,3 mm), vilket avsevärt förbättrar ythårdheten och slitstyrkan. Den är lämplig för växellådshus som utsätts för hög friktion.
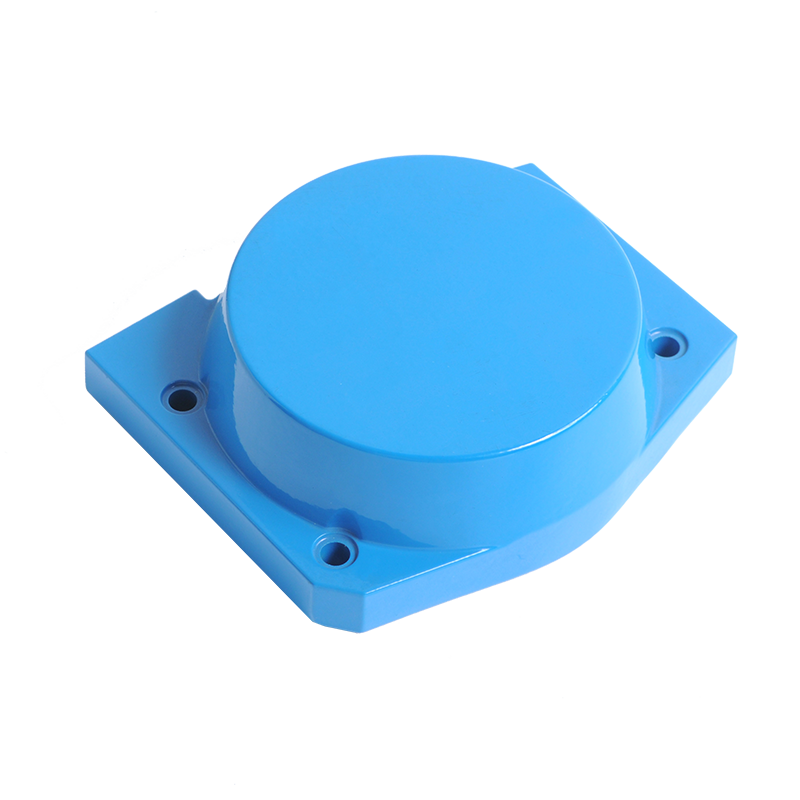
3. Anodisering (hård anod)
En tät aluminiumoxidfilm (10–25 µm tjock) bildas på ytan av aluminiumlegeringen genom elektrolys. Denna film är hård, slitstark och har goda elektriska isoleringsegenskaper.
Anodisering erbjuder också en mängd olika dekorativa färger, vilket förbättrar produktens utseende samtidigt som korrosionsbeständigheten ökar.
4. Anti-korrosionsbeläggning (fosfatering, målning, pulverbeläggning)
Fosfatering bildar en enhetlig fosfatfilm på metallytan, vilket förbättrar vidhäftningen av efterföljande beläggningar och ger initialt rostskydd.
Målning eller pulverlackering skapar ett tätt organiskt skyddande skikt på ytan, blockerar fukt och korrosiva media, vilket förlänger livslängden på pressgjutna växellådshus.
Är du redo att SAMARBETA Med Jieda?
* Ditt e -postmeddelande är säkert med oss, vi skräppost.
Produkt
Kontaktinformation
nbjd011@126.com
+86-574-86115705
Nr 58 Mold Road, Daqi Technology Industrial Zone, Beilun District, Ningbo