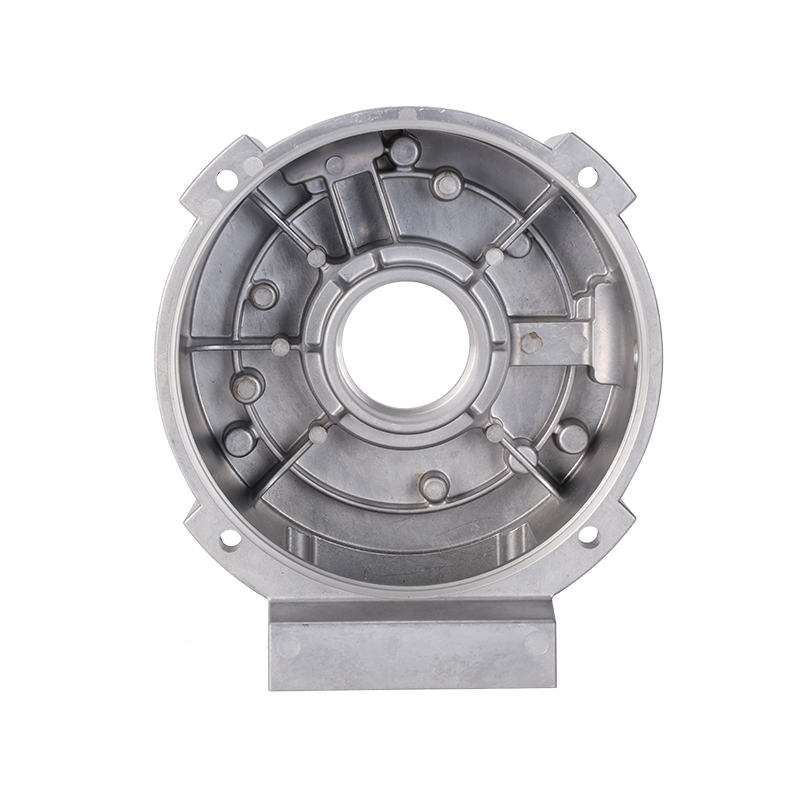
Tillverkning formgjutningsform är en exakt och komplex process. Enkelt uttryckt innebär det att skapa en "metallform" som kan fyllas upprepade gånger med smält metall för att producera metalldelar.
Innan arbetet påbörjas måste formens utseende vara tydligt definierat. Designers kommer att planera formdelen av formen baserat på slutproduktens form.
Val av skiljelinje: Bestämma var formen ska "öppnas" för att möjliggöra enkel borttagning av delen.
Löparsystemdesign: Designa vägen för den smälta metallen att komma in i formen, som att bygga en väg för den smälta metallen, för att säkerställa att den fyller varje hörn snabbt och jämnt.
Utkastningssystem: Designar utkastarstift för att säkerställa att delen skjuts ut smidigt efter kylning.
I hela designprocessen är formflödesanalys ett avgörande steg. Det är som att genomföra en "virtuell repetition" på en dator innan den faktiska produktionen börjar, för att se hur den smälta metallen flyter in i formen.
Formflödesanalys (datorsimulering)
Innan de slutför designen kommer tekniker att importera 3D-modellen av pressgjutformen till specialiserad analysmjukvara för simulering.
Simulering av fyllningsprocessen: Detta observerar om den smälta metallen flyter smidigt in i formen eller fastnar i vissa hörn, eller var turbulens uppstår. Detta hjälper oss att i förväg identifiera om delen kommer att ha defekter som ofullständig fyllning eller tomrum.
Förutsäga porositetsläge: När den smälta metallen flödar trycker den ut luften ur formen. Genom analys kan vi förutsäga var luften kommer att pressas till, vilket gör att vi kan skapa ventiler exakt på dessa platser för att förhindra irriterande små bubblor inuti delen.
Optimering av temperaturbalans: Detta analyserar vilka områden i formen som blir särskilt varma och vilka områden som är för kalla under kontinuerlig drift. Baserat på dessa resultat kan vi ordna om kylvattenrören för att säkerställa jämn uppvärmning av hela pressgjutformen, vilket förhindrar krympning och deformation av delen efter kylning.
Genom detta steg kan vi korrigera potentiella problem innan vi slösar med stål eller smält metall, vilket sparar oss besväret med upprepade formändringar senare.
Eftersom pressgjutformar måste tåla smält metall med hög temperatur (som aluminiumlegeringar och zinklegeringar) måste speciellt värmebeständigt och tryckbeständigt stål användas.
Materialval: Vanligtvis väljs höghållfast formstål.
Grovbearbetning: Använda stora verktygsmaskiner för att skära stålgötet i block nära den slutliga formen, vilket tar bort det mesta av överskottsmaterialet och lämnar utrymme för efterföljande precisionsbearbetning.
Stålet efter grovbearbetning är ännu inte tillräckligt hårt.
Genom en process av högtemperaturuppvärmning och snabb kylning förändras stålets inre struktur, vilket gör det mycket hårt och slitstarkt, så att det inte deformeras under tusentals efterföljande pressgjutningscykler.
Detta är nyckelsteget för att bestämma formens precision.
Precisionsfräsning: Använd mer exakta verktygsmaskiner för att finskära formytan.
Elektrisk urladdningsbearbetning (EDM): För djupa hål, räta vinklar eller komplexa små mönster som inte kan nås med skärande verktyg, bearbetas stålet till den förutbestämda formen med hjälp av elektrodurladdning, som "etsning". Detta är en oumbärlig metod för att tillverka komplexa delar.
Ju slätare formens innervägg är, desto bättre ytfinish på de resulterande delarna.
Arbetare använder slipmedel eller polerverktyg för att polera bort verktygsmärkena efter manuell eller mekanisk bearbetning tills formytan är lika ljus som en spegel. Detta bidrar också till att delarna lättare kan tas ur formen under tillverkningen.
Montera alla bearbetade delar, inklusive formkärnan, formbasen, styrstiften, ejektorstiften och kylvattenrören.
Inspektion av formstängning: Kontrollera om de övre och nedre formhalvorna är i linje med varandra.
Vattenkretstest: Se till att vattenledningarna som används för kylning inuti formen är fria och att det inte finns några läckor.
Att fylla i formen betyder inte att uppgiften är klar; det måste testas genom att faktiskt trycka ut flera delar på maskinen.
Provinspektion: Kontrollera delarna för luftbubblor, ofullständig fyllning eller dimensionsavvikelser.
Finjustering: Baserat på testproverna, gå tillbaka till formen för slutliga justeringar och optimering tills de producerade delarna är helt kvalificerade.
Är du redo att SAMARBETA Med Jieda?
* Ditt e -postmeddelande är säkert med oss, vi skräppost.
Produkt
Kontaktinformation
nbjd011@126.com
+86-574-86115705
Nr 58 Mold Road, Daqi Technology Industrial Zone, Beilun District, Ningbo