Huvudtyper av Formgjutning
1. Enkavitetsformar: Dessa formar har endast en hällkavitet, lämplig för produktion i ett stycke eller i små partier.
Relativt enkel struktur, låg tillverkningskostnad och lätt att ändra och underhålla.
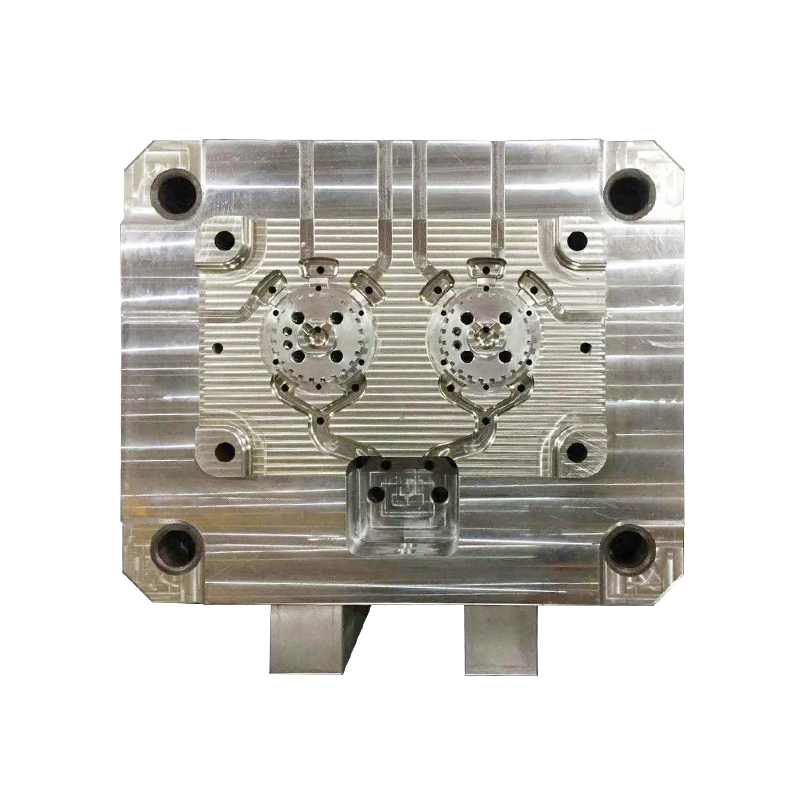
2. Multi-Cavity-formar: Dessa formar har flera identiska eller olika kaviteter i samma form, vilket möjliggör produktion av flera gjutgods samtidigt.
Förbättrar produktionseffektiviteten och minskar enhetskostnaden; används vanligtvis för massproduktion av bildelar, elektroniska höljen, etc.
3. Hot Runner-formar vs. Cold Runner-formar:
Heta löparformar upprätthåller temperaturen på den smälta metallen i porten och löparna, vilket minskar metallens kylförlust och förbättrar materialutnyttjandet.
Kallformar använder löpare för omgivningstemperatur, vilket resulterar i en mer robust struktur, lämplig för produktion av högtrycksgjutgods med tjockvägg.
4. Delade (tvådelade, tredelade) formar: Beroende på geometrin för gjutnings- och urtagningskraven är formen uppdelad i två eller tre halvor för att underlätta bildandet av komplexa inre strukturer och smidig urtagning.
Används ofta i kombination med rörliga delar som rörliga kärnor och skjutreglage, det möjliggör bearbetning av ihåliga eller invändigt spårade delar.
Hur görs en pressgjutform?
Tillverkningsprocess för formgjutning:
1. Konceptuell design och numerisk simulering: 3D-modellering utförs med hjälp av CAD (som PRO/E) för att bestämma viktiga geometriska parametrar såsom kaviteten, grinden och kylsystemet.
CAE (flödesanalys, termisk analys) används för att förutsäga metallfyllningsbeteende, optimera gating-layouten och kylkretsen och säkerställa gjutkvaliteten.
2. Materialval och värmebehandling: Höghård, högtemperaturbeständigt verktygsstål väljs som formbasmaterial för att motstå högtrycksinsprutning och termisk chock.
Normaliserande, härdande och härdande värmebehandlingar utförs för att uppnå en formhårdhet på HRC 50-55, vilket förbättrar slitstyrkan och livslängden.
3. Precisionsbearbetning: CNC-bearbetningscenter, CNC EDM och trådskärningsutrustning används för grovbearbetning, efterbearbetning och mikrobearbetning av formen.
Nyckelkomponenter (som grindar, kylhål och rörliga kärnor) genomgår högprecisionsbearbetning, med toleranser som kontrolleras inom ±0,05 mm för att säkerställa ett jämnt metallflöde.
4. Montering, inspektion och provgjutning: De bearbetade komponenterna är exakt sammansatta och kylrör, styrsystem och utkastningsmekanismer är installerade.
Dimensionsnoggrannheten verifieras med hjälp av en koordinatmätmaskin och optisk inspektion. Provgjutning utförs sedan för att kontrollera gjutningsintegritet, kylningsjämnhet och urformningsjämnhet, med finjusteringar vid behov.
Är du redo att SAMARBETA Med Jieda?
* Ditt e -postmeddelande är säkert med oss, vi skräppost.
Produkt
Kontaktinformation
nbjd011@126.com
+86-574-86115705
Nr 58 Mold Road, Daqi Technology Industrial Zone, Beilun District, Ningbo