Under pressgjutning uppstår ofta defekter från obalanser i metallflöde, värmeledning och formkonstruktion. Exakt kontroll av viktiga processparametrar kan effektivt minska antalet defekter.
Vätskefastemperaturkontroll: Kontrollera strikt hälltemperaturen för det smälta aluminiumet för att undvika ofullständig stelning och kallstängningsdefekter orsakade av alltför låga temperaturer.
Gasborttagning: Använd kväve- eller heliumblåsningsteknik under smältningsprocessen för att avlägsna lösta gaser som väte från det smälta aluminiumet, vilket förhindrar gasporositet och krympporositet.
Föroreningsfiltrering: Använd metallnät eller keramiska filter för att avlägsna slagg och oxidskala från det smälta aluminiumet, för att säkerställa dess renhet.
Kylsystemdesign: Optimera flödeshastigheten och temperaturen i kylvattenkanalerna för att säkerställa enhetlig temperaturfördelning i formen, undvika skevhet eller termisk sprickbildning orsakad av alltför stora lokala temperaturskillnader.
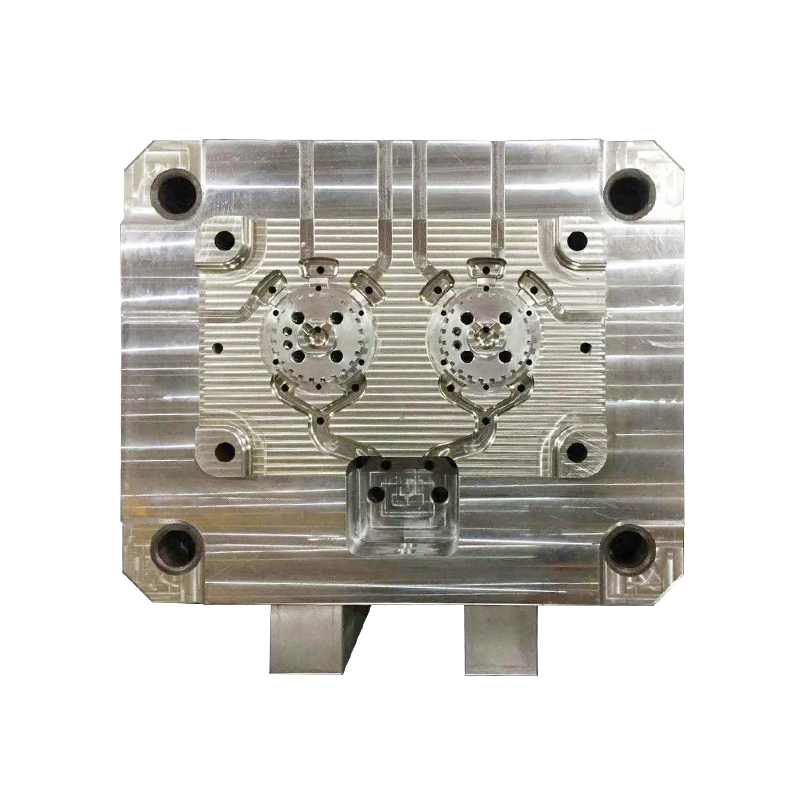
Gateway-design: Computational fluid dynamics (CFD)-analys används för att optimera gatewayen, löparen och distributionssystemet, för att säkerställa tillräcklig flytbarhet av den smälta metallen under flöde och förhindra kallspån.
Formunderhåll: Inspektera regelbundet poleringen och slitaget på formytan, byt omedelbart ut skadade delar för att säkerställa ytkvaliteten på de pressgjutna delarna.
Insprutningshastighetskontroll: Insprutningshastigheten styrs exakt baserat på det smälta aluminiumets flytbarhet och delarnas komplexitet för att undvika porositet på grund av otillräckligt flöde.
Hålltidsinställning: Hålltiden och trycket är inställda på lämpligt sätt för att säkerställa att det smälta aluminiumet fyller formen helt och kompenserar för krympning, vilket minskar risken för porositet och krympningshåligheter.
Injektionspunktslayout: Den optimala placeringen av injektionspunkten bestäms genom finita elementanalys för att undvika temperaturfall och defekter orsakade av alltför långa flödesvägar för smält metall.
Icke-förstörande testning: Röntgeninspektion eller ultraljudsfeldetektorer används för att utföra oförstörande testning av interna defekter för att säkerställa den färdiga produktens kvalitet.
Processövervakning: Realtidsövervakning av injektionskurvan för formsprutningsmaskinen, registrerar injektionsparametrarna för varje maskin för att ge en grund för kvalitetsspårbarhet.
Kontinuerlig förbättring: Etablering av ett kvalitetsledningssystem med sluten slinga (som IATF 16949), statistisk analys av upptäckta defekter och kontinuerlig optimering av processparametrar.
Är du redo att SAMARBETA Med Jieda?
* Ditt e -postmeddelande är säkert med oss, vi skräppost.
Produkt
Kontaktinformation
nbjd011@126.com
+86-574-86115705
Nr 58 Mold Road, Daqi Technology Industrial Zone, Beilun District, Ningbo