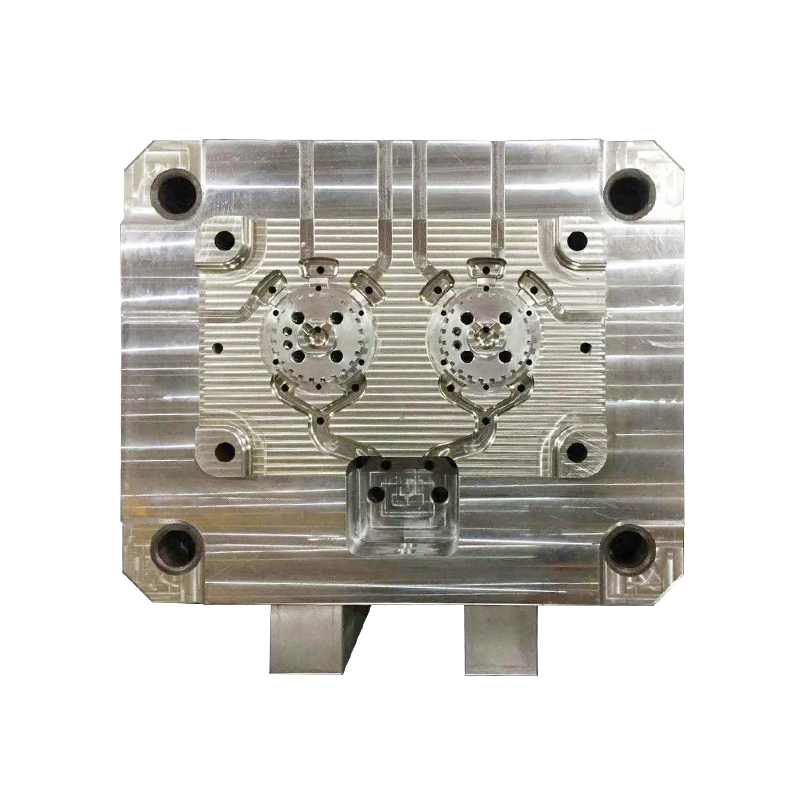
1. Formberedning och montering
De förbearbetade övre och nedre formhalvorna är monterade på bildelar pressgjutning maskinens tryckplatta, vilket säkerställer en tät passform och låsning på plats.
För att förhindra att metall fastnar, sprayas ofta en eldfast beläggning på formhålighetens yta eller så borstas ytan ren.
2. Smält metall uppvärmning och injektion
Aluminium- eller magnesiumlegeringen värms till en lämplig smälttemperatur (cirka 600–700°C) i en ugn och sprutas sedan in i formhåligheten med hög hastighet och jämnt med hjälp av ett högtrycksinsprutningssystem.
Högtrycksinjektion kan fylla komplexa hålrum på mycket kort tid, vilket säkerställer enhetlig väggtjocklek.
3. Snabb kylning och stelning
Efter att ha kommit in i formhåligheten kyls metallen omedelbart snabbt av formens kylsystem (vanligtvis vatten- eller oljekylning), vilket bildar en tät kristallin struktur.
Snabb stelning är ett nyckelsteg för att uppnå fin väggtjocklek och hög dimensionell noggrannhet.
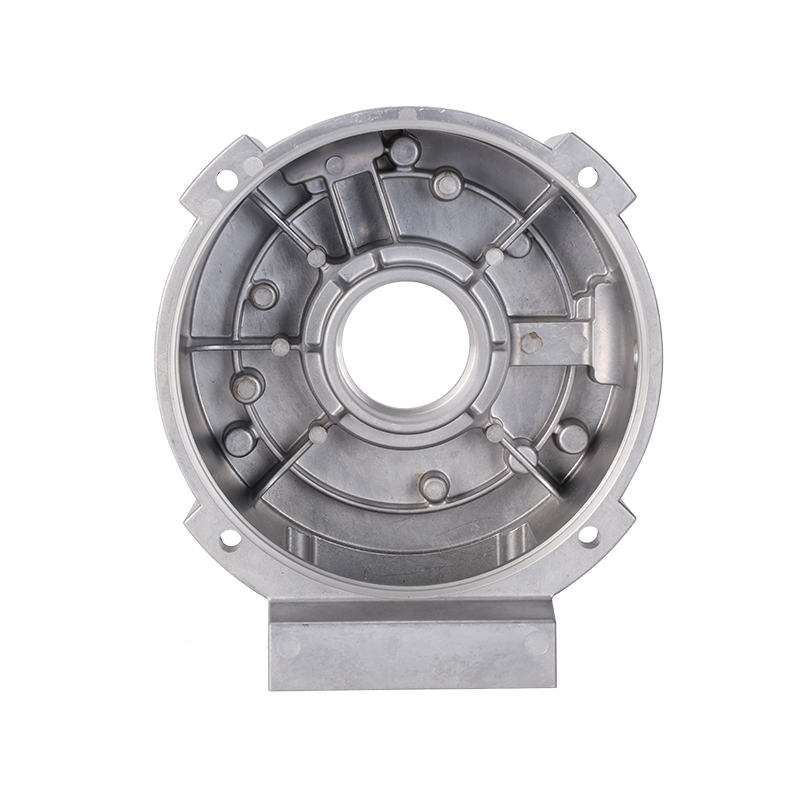
4. Formöppning och borttagning av delar
Efter att metallen har stelnat helt, öppnas formen och den varma delen kastas ut med hjälp av en ejektoranordning.
Efter borttagning utförs nödvändig gradning, rengöring och ytbehandling för att uppfylla efterföljande monteringskrav.
Hur förbättrar pressgjutning styrkan och hållbarheten hos bildelar? Mekanismer för pressgjutning för att förbättra styrka och hållbarhet
1. Finkornsstruktur
Högtrycksinsprutning och snabb kylning gör att legeringen bildar fina och enhetliga korn under stelningen. Fina korn förbättrar avsevärt materialets sträckgräns och utmattningslivslängd.
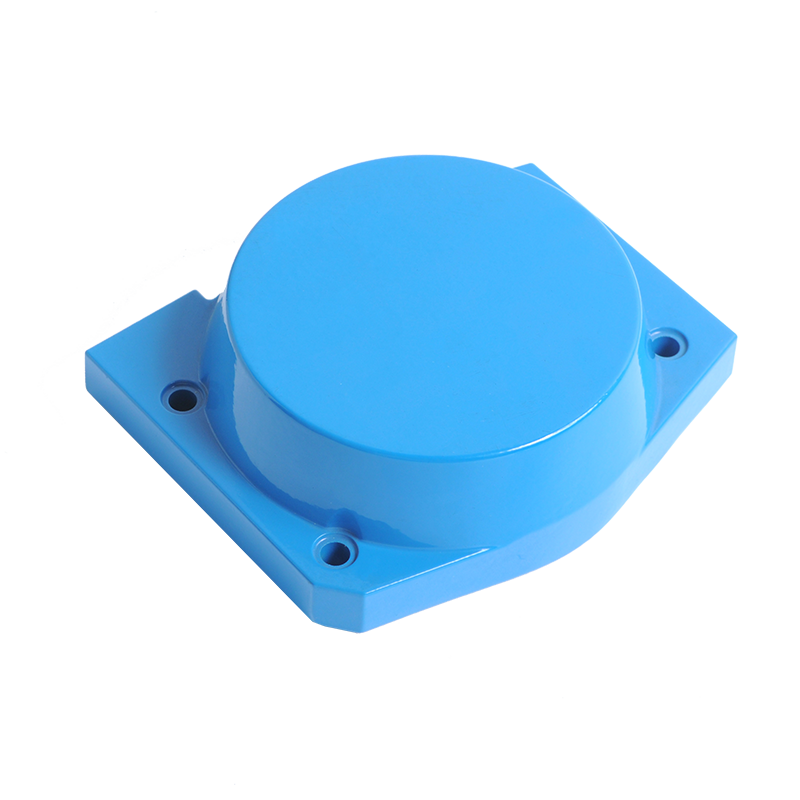
2. Utmärkt ytfinish och dimensionsnoggrannhet
Pressgjutning ger nästan nätformade gjutgods med låg ytjämnhet och små dimensionsfel, vilket minskar spänningskoncentrationen under efterföljande bearbetning och montering, vilket förbättrar den totala hållbarheten.
3. Rationell Rib och förstärkande Rib Layout
Under formdesignstadiet uppnår optimering av ribbformer (som hexagoner och trapetser) en jämn spänningsfördelning, vilket undviker lokaliserad spänningskoncentration som kan leda till sprickor eller deformation. Bra strukturell design förbättrar direkt delens slaghållfasthet och utmattningsmotstånd.
4. Kontroll av porositet och defekter
Genom exakta processparametrar (insprutningshastighet, hålltid, kylhastighet) och ett gasventilationssystem minimeras interna defekter såsom porositet och krympningshåligheter för att säkerställa gjutgodsets densitet och tillförlitlighet.
Är du redo att SAMARBETA Med Jieda?
* Ditt e -postmeddelande är säkert med oss, vi skräppost.
Produkt
Kontaktinformation
nbjd011@126.com
+86-574-86115705
Nr 58 Mold Road, Daqi Technology Industrial Zone, Beilun District, Ningbo